product search
search

The Kingpdc adopts deep de-cobalt process, heat resistance exceeds 750°C, combined with 5.5GPa high-pressure sintering technology, specially designed to deal with hard and abrasive formations, significantly extend the drilling life of drill bits in complex geology, and support bulk procurement and wholesale customization.
more than sixty joules
Impact resistance
400,000 to 1
Wear ratio
seven hundred and fifty degrees Celsius
Heat resistance


By removing the catalytic metal cobalt on the surface of the diamond layer, the difference in thermal expansion coefficient at high temperature is eliminated, and the thermal stability limit is increased from 700°C to 750°C, effectively preventing early failure caused by thermal degradation.
The unique ridge or corrugated interface design increases the bonding area by 40% compared to the flat interface, effectively dispersing the shear stress during cutting, and reducing the risk of delamination and spalling by more than 60%.
Sintering at a pressure of more than 5.5 GPa and a temperature of 1400°C ensures a high density of D-D bonds between the diamond particles, so that the wear resistance reaches more than 4.0 × 10 ^ 5 and remains sharp in abrasive formations.
A variety of chamfering schemes such as 45 × 0.3mm are provided. After testing and verification, the anti-chipping capability of the optimized chamfering geometry is improved by 30% at the initial stage of well entry, ensuring that the drill bit cuts into the rock formation smoothly.
The fully automated production line ensures that the diameter and height tolerances are controlled within ± 0.05mm, ensuring uniform brazing fit clearance in the drill hole, and improving brazing strength and overall concentricity.
The high-quality microcrystalline tungsten carbide matrix with 13% cobalt content is selected, and the impact toughness reaches more than 16 J/cm², which provides a solid rigid support for the diamond layer and prevents the composite sheet from breaking due to the deformation of the matrix under high impact load.
| Series Models | Diameter (mm) | Total height (mm) | Diamond layer thickness (mm) | Chamfer Specifications | Recommended applicable rock formations |
| 1304 series | 13.44 ±0.05 | 4.5 ±0.1 | 1.8 – 2.2 | 45°×0.25 | Soft to medium-hard strata |
| 1308 series | 13.44 ±0.05 | 8.0 ±0.1 | 2.0 – 2.5 | 45°×0.35 | Medium-hard and abrasive formations |
| 1613 series | 16.00 ±0.05 | 13.0 ±0.1 | 2.2 – 2.8 | 45°×0.40 | Hard rock and complex strata |
| 1913 series | 19.05 ±0.05 | 13.0 ±0.1 | 2.3 – 3.0 | 45°×0.50 | Extremely hard and high-impact formations |
| 1616 series | 16.00 ±0.05 | 16.0 ±0.1 | 2.2 – 2.8 | 45°×0.45 | Directional drilling applications |
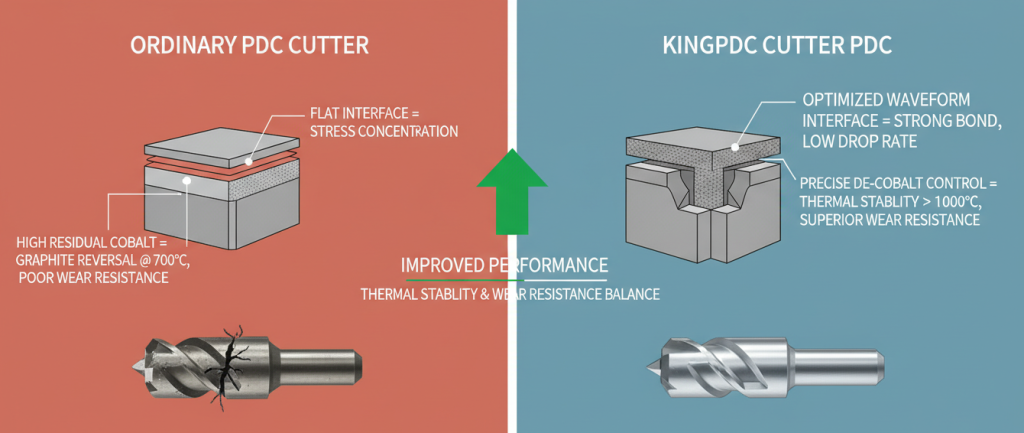
This Kingpdc Cutter PDC compared to ordinary composite sheet, the biggest advantage lies in the balance of thermal stability and wear resistance. Ordinary products often sacrifice wear resistance in pursuit of impact resistance, or graphite reversal occurs at 700°C due to more residual cobalt. Kingpdc, through precise de-cobalt depth control, while retaining the high toughness of the matrix, the working layer can withstand the instantaneous high temperature of dry drilling or insufficient cooling, and the service life is more than 1.5 times that of untreated products. In addition, in terms of bonding force control, the problem of residual stress concentration easily generated by traditional planar interfaces is Kingpdc solved. The interface waveform optimized by finite element analysis makes the diamond layer and the carbide substrate bite as strong as the mortise structure, even in the high-frequency vibration of the rotary drill or turbine drilling conditions, can maintain a very low drop rate.

solve the problem of rapid passivation and thermal crack propagation of diamond layer due to friction heat generation when drilling high abrasive formations such as quartz sandstone.
solve the problem of separation (delamination) of diamond layer and matrix due to excessive instantaneous impact load when crossing soft and hard staggered strata (such as gravel layer).
the problem of premature scrapping of drill bits and frequent tripping to replace drill bits caused by uneven tooth force due to large dimensional tolerance of composite sheets is solved.
Addressing the challenges of deep and ultra-deep well drilling It is suitable for enterprises producing PDC bits and hybrid bits, especially those focusing on difficult projects such as shale oil and gas, deep-sea drilling, etc., and need high heat resistance Cutter PDC to ensure footage efficiency.

Improving the economic benefits of hard rock mining For factories that produce coal mine bolt drill bits and geological exploration core drill bits, this group needs extremely high impact-resistant composite sheets to cope with the complex rock structure of the mine and reduce the time to stop and replace the drill bit.

Ensure the stability of long-distance directional crossing For enterprises that produce horizontal directional drilling reamers, such applications often require long-distance continuous work underground, and have extremely high requirements for Cutter PDC’s wear consistency and anti-chipping performance.

Reduced cost per meter for large bore drilling It is suitable for enterprises manufacturing large diameter down-the-hole hammer drill bits or drag bits. This group focuses on high cost performance and long-lasting cutting ability in strong abrasive rock formations (such as granite).


Before brazing, the Cutter PDC and drill hole must be sandblasted and ultrasonic cleaned to completely remove oil and oxide layer and ensure the surface is clean to ensure the wettability and bonding strength of the solder.

During the brazing process, the heating temperature must be strictly controlled. Although this product has high heat resistance, it is recommended to control the brazing temperature between 700°C and 720°C to avoid microcracks inside the diamond layer caused by prolonged overheating.

It is recommended to use a high-strength silver solder chip or silver wire with a silver content of 45% to 50%, combined with a special low-temperature fluoride flux, to obtain the best fluidity and weld strength, and to reduce porosity.

After brazing, water cooling or air cooling is strictly prohibited. The drill bit must be immediately put into thermal insulation material (such as asbestos ash or thermal insulation box) for slow cooling to eliminate thermal stress and prevent brittle fracture of the composite sheet due to quenching.

certificate

Welcome to our Frequently Asked Questions page. We have compiled answers to common questions you may have, hoping to provide you with clear and quick solutions. If you cannot find the information you need here, please feel free to contact our customer support team.
The Kingpdc adopts deep de-cobalt process, heat resistance exceeds 750°C, combined with 5.5GPa high-pressure sintering technology, specially designed to deal with hard and abrasive formations, significantly extend the drilling life of drill bits in complex geology, and support bulk procurement and wholesale customization.
Impact resistance
more than sixty joules
Wear ratio
400,000 to 1
Heat resistance
seven hundred and fifty degrees Celsius

By removing the catalytic metal cobalt on the surface of the diamond layer, the difference in thermal expansion coefficient at high temperature is eliminated, and the thermal stability limit is increased from 700°C to 750°C, effectively preventing early failure caused by thermal degradation.
The unique ridge or corrugated interface design increases the bonding area by 40% compared to the flat interface, effectively dispersing the shear stress during cutting, and reducing the risk of delamination and spalling by more than 60%.
Sintering at a pressure of more than 5.5 GPa and a temperature of 1400°C ensures a high density of D-D bonds between the diamond particles, so that the wear resistance reaches more than 4.0 × 10 ^ 5 and remains sharp in abrasive formations.
A variety of chamfering schemes such as 45 × 0.3mm are provided. After testing and verification, the anti-chipping capability of the optimized chamfering geometry is improved by 30% at the initial stage of well entry, ensuring that the drill bit cuts into the rock formation smoothly.
The fully automated production line ensures that the diameter and height tolerances are controlled within ± 0.05mm, ensuring uniform brazing fit clearance in the drill hole, and improving brazing strength and overall concentricity.
The high-quality microcrystalline tungsten carbide matrix with 13% cobalt content is selected, and the impact toughness reaches more than 16 J/cm², which provides a solid rigid support for the diamond layer and prevents the composite sheet from breaking due to the deformation of the matrix under high impact load.
| Series Models | Diameter (mm) | Total height (mm) | Diamond layer thickness (mm) | Chamfer Specifications | Recommended applicable rock formations |
| 1304 series | 13.44 ±0.05 | 4.5 ±0.1 | 1.8 – 2.2 | 45°×0.25 | Soft to medium-hard strata |
| 1308 series | 13.44 ±0.05 | 8.0 ±0.1 | 2.0 – 2.5 | 45°×0.35 | Medium-hard and abrasive formations |
| 1613 series | 16.00 ±0.05 | 13.0 ±0.1 | 2.2 – 2.8 | 45°×0.40 | Hard rock and complex strata |
| 1913 series | 19.05 ±0.05 | 13.0 ±0.1 | 2.3 – 3.0 | 45°×0.50 | Extremely hard and high-impact formations |
| 1616 series | 16.00 ±0.05 | 16.0 ±0.1 | 2.2 – 2.8 | 45°×0.45 | Directional drilling applications |
solve the problem of rapid passivation and thermal crack propagation of diamond layer due to friction heat generation when drilling high abrasive formations such as quartz sandstone.
solve the problem of separation (delamination) of diamond layer and matrix due to excessive instantaneous impact load when crossing soft and hard staggered strata (such as gravel layer).
the problem of premature scrapping of drill bits and frequent tripping to replace drill bits caused by uneven tooth force due to large dimensional tolerance of composite sheets is solved.
Addressing the challenges of deep and ultra-deep well drilling It is suitable for enterprises producing PDC bits and hybrid bits, especially those focusing on difficult projects such as shale oil and gas, deep-sea drilling, etc., and need high heat resistance Cutter PDC to ensure footage efficiency.
Improving the economic benefits of hard rock mining For factories that produce coal mine bolt drill bits and geological exploration core drill bits, this group needs extremely high impact-resistant composite sheets to cope with the complex rock structure of the mine and reduce the time to stop and replace the drill bit.
Ensure the stability of long-distance directional crossing For enterprises that produce horizontal directional drilling reamers, such applications often require long-distance continuous work underground, and have extremely high requirements for Cutter PDC’s wear consistency and anti-chipping performance.
Reduced cost per meter for large bore drilling It is suitable for enterprises manufacturing large diameter down-the-hole hammer drill bits or drag bits. This group focuses on high cost performance and long-lasting cutting ability in strong abrasive rock formations (such as granite).
Before brazing, the Cutter PDC and drill hole must be sandblasted and ultrasonic cleaned to completely remove oil and oxide layer and ensure the surface is clean to ensure the wettability and bonding strength of the solder.
During the brazing process, the heating temperature must be strictly controlled. Although this product has high heat resistance, it is recommended to control the brazing temperature between 700°C and 720°C to avoid microcracks inside the diamond layer caused by prolonged overheating.
It is recommended to use a high-strength silver solder chip or silver wire with a silver content of 45% to 50%, combined with a special low-temperature fluoride flux, to obtain the best fluidity and weld strength, and to reduce porosity.
After brazing, water cooling or air cooling is strictly prohibited. The drill bit must be immediately put into thermal insulation material (such as asbestos ash or thermal insulation box) for slow cooling to eliminate thermal stress and prevent brittle fracture of the composite sheet due to quenching.
