recherche de produits
recherche

Grâce à une technologie unique de liaison à interface non plane et à un processus d'élimination en profondeur du cobalt, cette fraise en PDC offre une stabilité thermique jusqu'à 750 °C et un excellent auto-affûtage, ce qui améliore considérablement le taux de pénétration et la durée de vie des trépans dans les formations de roches dures, et permet d'entreprendre des activités de vente en gros.
≥ 750°C
Résistance à la chaleur
>400 joules
Résistance aux chocs
2,0-2,5 mm
Épaisseur de la couche


Grâce à la conception brevetée de l'interface, la zone de liaison entre la couche de diamant et le substrat en carbure cémenté est augmentée de 30%, la concentration de contraintes internes est efficacement éliminée, la résistance au cisaillement est augmentée à plus de 650 MPa et le phénomène de stratification est fondamentalement éliminé.
Grâce au traitement de décobalisation en profondeur de 100 à 200 microns, le métal catalyseur entre les grilles de diamant est éliminé, et le point critique de stabilité thermique de la fraise en PDC passe de 700°C à 750°C. La dureté est maintenue pendant le forage à sec ou en cas de refroidissement insuffisant.
Conception à double chanfrein à 45°. Les essais sur le terrain ont prouvé que cette géométrie peut disperser 40% de la charge d'impact axiale et réduire le taux d'écaillage de 60% lors du forage dans le gravier ou dans des formations transversales tendres et dures.
En mélangeant de la poudre de diamant multi-grains de 2 à 30 microns, la densité de frittage atteint plus de 96%. Par rapport aux produits de taille de particule unique, le rapport de résistance à l'usure peut atteindre 400:1, ce qui prolonge considérablement la durée de vie du pied de trépan.
La rugosité de surface Ra de la feuille composite a été contrôlée à moins de 0,1 μm, et le coefficient de frottement a été réduit à 0,05. Cette caractéristique réduit considérablement le frottement et la production de chaleur pendant la coupe, et permet d'évacuer rapidement les déblais et d'empêcher la boue d'envelopper le trépan.
Chaque pièce de la fraise PDC de l'usine est analysée par ultrasons C- Scan pour s'assurer qu'il n'y a pas de microfissures ou de vides (pores) à l'intérieur de la couche de diamant, ce qui garantit la performance constante du produit de lot sous la pression du trou de fond de 30 000 PSI.
| Type | Diamètre | Hauteur | Hauteur de la couche de diamant | Taille du chanfrein du diamant | Taille du chanfrein en carbure |
| OGF0808 | 8.00/8.20mm | 8.00mm | 2.0/2.5/ 3.0mm | 0,40mm×45° | 0,76mm×45° |
| OGF0813 | 8.00/8.20mm | 13,20 mm | 2.0/2.5/ 3.0mm | 0,40mm×45° | 0,76mm×45° |
| OGF1008 | 10,00 mm | 8.00mm | 2.0/2.5/ 3.0mm | 0,40mm×45° | 0,76mm×45° |
| OGF1013 | 10,00 mm | 13,20 mm | 2.0/2.5/ 3.0mm | 0,40mm×45° | 0,76mm×45° |
| OGF1308 | 13,44 mm | 8.00mm | 2.0/2.5/ 3.0mm | 0,40mm×45° | 0,76mm×45° |
| OGF1313 | 13,44 mm | 13,20 mm | 2.0/2.5/ 3.0mm | 0,40mm×45° | 0,76mm×45° |
| OGF1608 | 15,88/16,10 mm | 8.00mm | 2.0/2.5/ 3.0mm | 0,40mm×45° | 0,76mm×45° |
| OGF1613 | 15,88/16,10 mm | 13,20 mm | 2.0/2.5/ 3.0mm | 0,40mm×45° | 0,76mm×45° |
| OGF1908 | 19,05 mm | 8.00mm | 2.0/2.5/ 3.0mm | 0,40mm×45° | 0,76mm×45° |
| OGF1913 | 19,05 mm | 13,20 mm | 2.0/2.5/ 3.0mm | 0,40mm×45° | 0,76mm×45° |
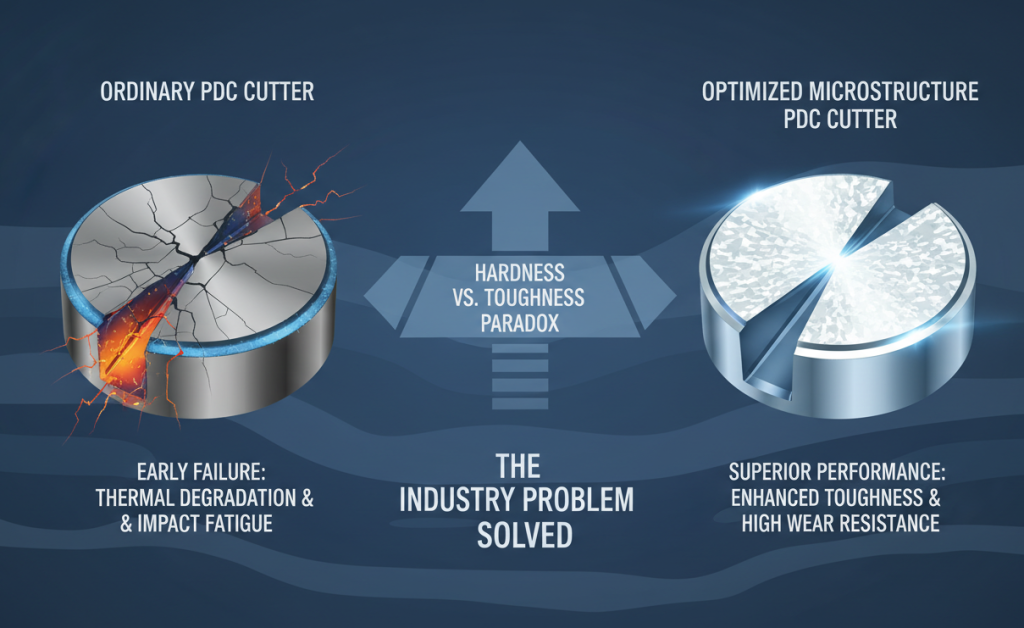
Dans les opérations de forage de puits profonds et ultra-profonds, les tôles composites ordinaires subissent souvent des défaillances précoces dues à la dégradation thermique et à la fatigue due aux chocs. En optimisant la microstructure, notre fraise PDC améliore considérablement la ténacité tout en maintenant une résistance élevée à l'usure, ce qui résout la contradiction entre la dureté et la ténacité dans l'industrie.

Compte tenu de l'impact à haute fréquence courant dans l'exploitation des couches de grès quartzeux ou de conglomérat, la matrice à haute ténacité de ce produit à double arête chanfreinée peut absorber l'énergie générée par les vibrations du train de tiges, réduire le taux d'écaillage des dents de coupe de 55%, et éviter la perte de centaines de milliers de dollars de la période de construction causée par des déclenchements et des changements de têtes fréquents.
Les dents PDC courantes sont sujettes à l'inversion de la graphitisation lorsque la température du fond du trou dépasse 150°C et que la chaleur de frottement est importante. Notre technologie d'élimination du cobalt en profondeur élimine le catalyseur cobalt facilement expansible, ce qui permet à la fraise PDC de conserver son tranchant à une température élevée de 750°C, résolvant ainsi le problème de la lenteur de l'avance du trépan dans les formations abrasives à longue section.
Compte tenu de l'énorme force de cisaillement générée pendant le forage à couple élevé, la surface traditionnelle du joint à fond plat est facile à décoller. Ce produit adopte une interface à griffes en treillis, qui augmente la force de liaison entre la couche de diamant et la matrice d'alliage à 1,5 fois le niveau moyen de l'industrie, et résout complètement les problèmes de chute du trou de fond et de raclage du trépan causés par la délamination de la feuille composite.
Il convient à la production de trépans PDC à corps en acier ou à matrice de 8 1/2“ à 17 1/2”, spécialement conçus pour le forage de longues sections de puits directionnels et horizontaux, en particulier pour les formations moyennement dures avec un niveau de forabilité de 4 à 7.

Convient à la production de carottes géologiques de haute précision. Notre fraise PDC offre une grande précision de coupe et une grande résistance à l'usure, ce qui permet d'obtenir des échantillons de carottes complets et de prolonger la durée de vie de la fraise lors de l'échantillonnage du granite ou du calcaire.

Pour la fabrication d'alésoirs dans le cadre d'un forage directionnel horizontal, la résistance élevée aux chocs de ce produit permet de résister à l'impact d'obstacles souterrains non identifiés (tels qu'une couche de cailloux). Il s'agit d'un matériau idéal pour les outils d'alésage destinés à la pose de réseaux de canalisations municipales et à l'ingénierie de franchissement.

Convient à l'usine de réparation des mèches usagées ou des mèches usées. La tolérance dimensionnelle normalisée (diamètre ± 0,05 mm) rend le processus de remplacement des dents usées plus pratique et peut restaurer plus de 90% de la performance de coupe d'origine du trépan à un coût inférieur.


Utilisez de l'éthanol absolu ou de l'acétone pour nettoyer soigneusement le fond de la fraise PDC et le trou de forage afin de vous assurer qu'il n'y a pas de résidus d'huile, de calamine ou de poussière. La propreté a une incidence directe sur l'angle de mouillage et la force d'adhérence de la brasure, ce qui permet d'éviter les soudures virtuelles.

Lors de l'utilisation du brasage par induction à haute fréquence, la température doit être strictement contrôlée. Il est recommandé que la température maximale de chauffage ne dépasse pas 720°C et que le temps de séjour à haute température soit contrôlé dans les 40 secondes afin d'éviter tout dommage thermique (graphitisation) de la couche de diamant.

Il est recommandé d'utiliser une feuille de soudure à l'argent à basse température avec une teneur en argent de 40%-50%, combinée à un flux actif spécial contenant du fluor. Cela garantit une excellente fluidité et perméabilité à des températures plus basses pour remplir l'espace interdentaire.

Une fois le soudage terminé, il est strictement interdit de refroidir immédiatement à l'eau ou à l'air. La mèche doit être placée dans de la poudre d'amiante ou dans une boîte d'isolation pour un refroidissement lent afin de libérer les contraintes résiduelles du soudage et d'éviter les microfissures dans la feuille composite.

certificat

Bienvenue sur notre page Foire aux questions. Nous avons rassemblé les réponses aux questions les plus courantes que vous pouvez vous poser, dans l'espoir de vous fournir des solutions claires et rapides. Si vous ne trouvez pas l'information dont vous avez besoin ici, n'hésitez pas à contacter notre équipe d'assistance à la clientèle.
Grâce à une technologie unique de liaison à interface non plane et à un processus d'élimination en profondeur du cobalt, cette fraise en PDC offre une stabilité thermique jusqu'à 750 °C et un excellent auto-affûtage, ce qui améliore considérablement le taux de pénétration et la durée de vie des trépans dans les formations de roches dures, et permet d'entreprendre des activités de vente en gros.
Résistance à la chaleur
≥ 750°C
Résistance aux chocs
>400 joules
Épaisseur de la couche
2,0-2,5 mm

Grâce à la conception brevetée de l'interface, la zone de liaison entre la couche de diamant et le substrat en carbure cémenté est augmentée de 30%, la concentration de contraintes internes est efficacement éliminée, la résistance au cisaillement est augmentée à plus de 650 MPa et le phénomène de stratification est fondamentalement éliminé.
Grâce au traitement de décobalisation en profondeur de 100 à 200 microns, le métal catalyseur entre les grilles de diamant est éliminé, et le point critique de stabilité thermique de la fraise en PDC passe de 700°C à 750°C. La dureté est maintenue pendant le forage à sec ou en cas de refroidissement insuffisant.
Conception à double chanfrein à 45°. Les essais sur le terrain ont prouvé que cette géométrie peut disperser 40% de la charge d'impact axiale et réduire le taux d'écaillage de 60% lors du forage dans le gravier ou dans des formations transversales tendres et dures.
En mélangeant de la poudre de diamant multi-grains de 2 à 30 microns, la densité de frittage atteint plus de 96%. Par rapport aux produits de taille de particule unique, le rapport de résistance à l'usure peut atteindre 400:1, ce qui prolonge considérablement la durée de vie du pied de trépan.
La rugosité de surface Ra de la feuille composite a été contrôlée à moins de 0,1 μm, et le coefficient de frottement a été réduit à 0,05. Cette caractéristique réduit considérablement le frottement et la production de chaleur pendant la coupe, et permet d'évacuer rapidement les déblais et d'empêcher la boue d'envelopper le trépan.
Chaque pièce de la fraise PDC de l'usine est analysée par ultrasons C- Scan pour s'assurer qu'il n'y a pas de microfissures ou de vides (pores) à l'intérieur de la couche de diamant, ce qui garantit la performance constante du produit de lot sous la pression du trou de fond de 30 000 PSI.
| Élément de paramètre | Spécifications/Description | Notes |
| Tailles standard | BQ, NQ, HQ, PQ, PQ3 | Conforme aux normes internationales DCDMA |
| Taille de la fraise | 1308 (13mm), 1613 (16mm), 1913 (19mm) | Choisir en fonction de la dureté de la formation |
| Nombre de lames | 3 - 6 ailes | Les forets à faible lame conviennent au forage rapide dans les roches tendres, tandis que les forets à plusieurs lames conviennent aux roches dures. |
| Lithologie applicable (Formation) | Grès, grès, calcaire, schiste, roches salines | Dureté Mohs 3-7 (f < 12) |
| Matériau du corps | Corps Matrix / Corps en acier | Le corps du pneu est résistant à l'usure et le corps en acier est résistant aux chocs. |
| Râteau arrière | 15° - 25° réglable | Plus l'angle est grand, plus la résistance à l'impact est forte ; plus l'angle est petit, plus la vitesse de coupe est élevée. |
| Filet de raccordement | API Filetage régulier, IF ou spécial pour les tubes à carotter | Après un traitement de trempe à haute fréquence, il est résistant à la fatigue. |
| Poids de travail recommandé sur le foret (WOB) | 6 - 15 kN (selon le diamètre du foret) | Par rapport aux trépans diamantés imprégnés, il nécessite moins de pression de forage. |
Compte tenu de l'impact à haute fréquence courant dans l'exploitation des couches de grès quartzeux ou de conglomérat, la matrice à haute ténacité de ce produit à double arête chanfreinée peut absorber l'énergie générée par les vibrations du train de tiges, réduire le taux d'écaillage des dents de coupe de 55%, et éviter la perte de centaines de milliers de dollars de la période de construction causée par des déclenchements et des changements de têtes fréquents.
Les dents PDC courantes sont sujettes à l'inversion de la graphitisation lorsque la température du fond du trou dépasse 150°C et que la chaleur de frottement est importante. Notre technologie d'élimination du cobalt en profondeur élimine le catalyseur cobalt facilement expansible, ce qui permet à la fraise PDC de conserver son tranchant à une température élevée de 750°C, résolvant ainsi le problème de la lenteur de l'avance du trépan dans les formations abrasives à longue section.
Compte tenu de l'énorme force de cisaillement générée pendant le forage à couple élevé, la surface traditionnelle du joint à fond plat est facile à décoller. Ce produit adopte une interface à griffes en treillis, qui augmente la force de liaison entre la couche de diamant et la matrice d'alliage à 1,5 fois le niveau moyen de l'industrie, et résout complètement les problèmes de chute du trou de fond et de raclage du trépan causés par la délamination de la feuille composite.
Il convient à la production de trépans PDC à corps en acier ou à matrice de 8 1/2“ à 17 1/2”, spécialement conçus pour le forage de longues sections de puits directionnels et horizontaux, en particulier pour les formations moyennement dures avec un niveau de forabilité de 4 à 7.
Convient à la production de carottes géologiques de haute précision. Notre fraise PDC offre une grande précision de coupe et une grande résistance à l'usure, ce qui permet d'obtenir des échantillons de carottes complets et de prolonger la durée de vie de la fraise lors de l'échantillonnage du granite ou du calcaire.
Pour la fabrication d'alésoirs dans le cadre d'un forage directionnel horizontal, la résistance élevée aux chocs de ce produit permet de résister à l'impact d'obstacles souterrains non identifiés (tels qu'une couche de cailloux). Il s'agit d'un matériau idéal pour les outils d'alésage destinés à la pose de réseaux de canalisations municipales et à l'ingénierie de franchissement.
Convient à l'usine de réparation des mèches usagées ou des mèches usées. La tolérance dimensionnelle normalisée (diamètre ± 0,05 mm) rend le processus de remplacement des dents usées plus pratique et peut restaurer plus de 90% de la performance de coupe d'origine du trépan à un coût inférieur.
Utilisez de l'éthanol absolu ou de l'acétone pour nettoyer soigneusement le fond de la fraise PDC et le trou de forage afin de vous assurer qu'il n'y a pas de résidus d'huile, de calamine ou de poussière. La propreté a une incidence directe sur l'angle de mouillage et la force d'adhérence de la brasure, ce qui permet d'éviter les soudures virtuelles.
Lors de l'utilisation du brasage par induction à haute fréquence, la température doit être strictement contrôlée. Il est recommandé que la température maximale de chauffage ne dépasse pas 720°C et que le temps de séjour à haute température soit contrôlé dans les 40 secondes afin d'éviter tout dommage thermique (graphitisation) de la couche de diamant.
Il est recommandé d'utiliser une feuille de soudure à l'argent à basse température avec une teneur en argent de 40%-50%, combinée à un flux actif spécial contenant du fluor. Cela garantit une excellente fluidité et perméabilité à des températures plus basses pour remplir l'espace interdentaire.
Une fois le soudage terminé, il est strictement interdit de refroidir immédiatement à l'eau ou à l'air. La mèche doit être placée dans de la poudre d'amiante ou dans une boîte d'isolation pour un refroidissement lent afin de libérer les contraintes résiduelles du soudage et d'éviter les microfissures dans la feuille composite.




