búsqueda de productos
busque en

Gracias a la exclusiva tecnología de unión de interfaces no planas y al proceso de eliminación profunda del cobalto, este cortador de brocas de PDC proporciona una estabilidad térmica de hasta 750°C y un excelente autoafilado, mejorando significativamente el índice de penetración (ROP) y la vida útil a fatiga por impacto de las brocas en formaciones de roca dura, y emprendiendo negocios al por mayor.
≥ 750°C
Resistencia al calor
>400 julios
Resistencia a los golpes
2,0-2,5 mm
Grosor de la capa


Utilizando el diseño patentado de interfaz de cresta, el área de unión de la capa de diamante y el sustrato de carburo cementado se incrementa en 30%, la concentración de tensión interna se elimina eficazmente, la resistencia al cizallamiento se incrementa a más de 650 MPa, y el fenómeno de estratificación se elimina fundamentalmente.
Mediante el tratamiento de decobalto profundo de 100-200 micras, se elimina el metal catalizador entre las rejillas de diamante, y el punto crítico de estabilidad térmica del cortador de broca PDC se incrementa de 700°C a 750°C, y la dureza se sigue manteniendo durante la perforación en seco o el enfriamiento insuficiente.
Proporcionan un diseño de doble chaflán de 45 °. Las pruebas de campo han demostrado que la geometría puede dispersar 40% de la carga de impacto axial y reducir la tasa de astillado por 60% al perforar en grava o formaciones transversales blandos y duros.
Mezclar 2-30 micras de polvo de diamante multigrano, la densidad de sinterización alcanza más de 96%. En comparación con los productos de tamaño de partícula única, la relación de resistencia al desgaste es tan alta como 400: 1, lo que prolonga en gran medida la vida de metraje broca.
La rugosidad superficial Ra de la lámina de material compuesto se controló dentro de 0,1 μm, y el coeficiente de fricción se redujo a 0,05. Esta característica reduce significativamente la fricción y la generación de calor durante el corte, y ayuda a descargar rápidamente los recortes y a evitar que el lodo envuelva la broca.
Cada pieza del cortador de broca PDC de fábrica es escaneada por ultrasonido C- Scan para asegurar que no hay micro grietas o vacíos (Poros) dentro de la capa de diamante, asegurando el rendimiento consistente del producto del lote bajo la presión del agujero inferior de 30.000 PSI.
| Tipo | Diámetro | Altura | Altura de la capa de diamante | Tamaño del chaflán de diamante | Tamaño del chaflán de metal duro |
| OGF0808 | 8,00/8,20 mm | 8,00 mm | 2,0/2,5/ 3,0 mm | 0,40 mm×45°. | 0,76 mm×45°. |
| OGF0813 | 8,00/8,20 mm | 13,20 mm | 2,0/2,5/ 3,0 mm | 0,40 mm×45°. | 0,76 mm×45°. |
| OGF1008 | 10,00 mm | 8,00 mm | 2,0/2,5/ 3,0 mm | 0,40 mm×45°. | 0,76 mm×45°. |
| OGF1013 | 10,00 mm | 13,20 mm | 2,0/2,5/ 3,0 mm | 0,40 mm×45°. | 0,76 mm×45°. |
| OGF1308 | 13,44 mm | 8,00 mm | 2,0/2,5/ 3,0 mm | 0,40 mm×45°. | 0,76 mm×45°. |
| OGF1313 | 13,44 mm | 13,20 mm | 2,0/2,5/ 3,0 mm | 0,40 mm×45°. | 0,76 mm×45°. |
| OGF1608 | 15,88/16,10 mm | 8,00 mm | 2,0/2,5/ 3,0 mm | 0,40 mm×45°. | 0,76 mm×45°. |
| OGF1613 | 15,88/16,10 mm | 13,20 mm | 2,0/2,5/ 3,0 mm | 0,40 mm×45°. | 0,76 mm×45°. |
| OGF1908 | 19,05 mm | 8,00 mm | 2,0/2,5/ 3,0 mm | 0,40 mm×45°. | 0,76 mm×45°. |
| OGF1913 | 19,05 mm | 13,20 mm | 2,0/2,5/ 3,0 mm | 0,40 mm×45°. | 0,76 mm×45°. |
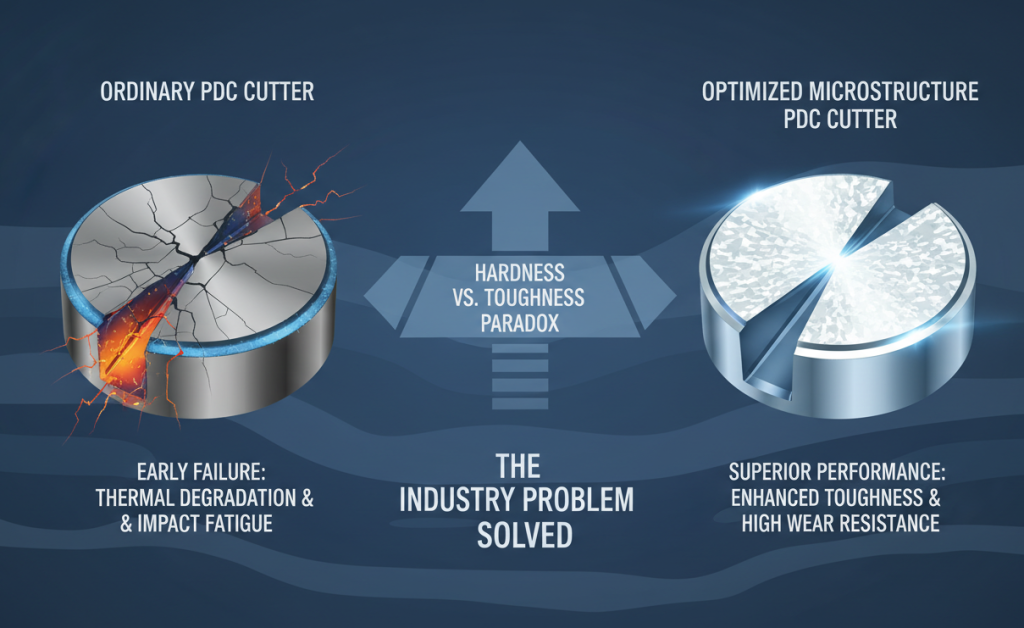
En las operaciones de perforación de pozos profundos y ultraprofundos, las láminas de composite ordinarias suelen fallar pronto debido a la degradación térmica y la fatiga por impacto. Al optimizar la microestructura, nuestro cortador de brocas PDC mejora significativamente la tenacidad al tiempo que mantiene una alta resistencia al desgaste, resolviendo la contradicción entre dureza y tenacidad en la industria.

En vista del impacto de alta frecuencia común en la operación de arenisca cuarzosa o capa de conglomerado, la matriz de alta tenacidad de este producto con diseño de borde biselado doble puede absorber la energía generada por la vibración de la sarta de perforación, reducir la tasa de astillado de los dientes de corte por 55%, y evitar la pérdida de cientos de miles de dólares del período de construcción causada por el frecuente disparo y cambio de cabezales.
Los dientes de PDC comunes son propensos a la inversión por grafitización en condiciones en las que la temperatura del fondo del agujero supera los 150°C y la generación de calor por fricción es severa. Nuestra tecnología de eliminación profunda del cobalto elimina el catalizador de cobalto fácilmente expansible, lo que permite al cortador de broca de PDC mantener el filo de corte a una temperatura elevada de 750 °C, solucionando el problema del avance lento de la broca en formaciones abrasivas de sección larga.
En vista de la enorme fuerza de cizallamiento generada durante la perforación de alto par, la superficie de la junta de fondo plano tradicional es fácil de desprender. Este producto adopta una interfaz de garra de malla, que aumenta la fuerza de unión entre la capa de diamante y la matriz de aleación hasta 1,5 veces el nivel medio del sector, y resuelve por completo los problemas de caída del orificio inferior y desprendimiento de la broca causados por la delaminación de la lámina de material compuesto.
Es adecuado para la producción de 8 1/2 “a 17 1/2” cuerpo de acero o matriz PDC bits, especialmente diseñado para la perforación de larga sección de pozos direccionales y horizontales, especialmente para formaciones de dureza media con el nivel de perforabilidad de 4-7.

Adecuada para la producción de brocas geológicas de alta precisión. Nuestro cortador de brocas de PDC proporciona una alta precisión de corte y resistencia al desgaste, lo que garantiza muestras de núcleo completas y una mayor vida útil de la broca durante el muestreo de granito o piedra caliza.

Para la fabricación de escariadores en perforación horizontal dirigida, la alta resistencia al impacto de este producto puede resistir el impacto de obstáculos subterráneos no identificados (como la capa de guijarros), y es un material de dientes ideal para herramientas de escariado para tendido de redes de tuberías municipales e ingeniería de travesías.

Adecuado para la fábrica de reparación de brocas usadas o brocas desgastadas. La tolerancia dimensional estandarizado (diámetro ± 0,05 mm) hace que el proceso de sustitución de los dientes desgastados más conveniente y puede restaurar más de 90% del rendimiento de corte original de la broca a un costo menor.


Utilice etanol absoluto o acetona para limpiar a fondo la parte inferior de la fresa de PDC y el taladro para asegurarse de que no quedan restos de aceite, cascarilla o polvo. La limpieza afecta directamente al ángulo de humectación y a la fuerza de adherencia del cordón de soldadura para evitar soldaduras virtuales.

Cuando se utiliza la soldadura por inducción de alta frecuencia, debe controlarse estrictamente la temperatura. Se recomienda que la temperatura máxima de calentamiento no supere los 720°C y que el tiempo de permanencia a alta temperatura se controle dentro de los 40 segundos para evitar daños térmicos (grafitización) en la capa de diamante.

Se recomienda utilizar una lámina de soldadura de plata de baja temperatura con un contenido de plata de 40%-50%, combinada con un fundente activo especial que contenga flúor. Esto garantiza una excelente fluidez y permeabilidad a bajas temperaturas para rellenar el espacio interdental.

Una vez finalizada la soldadura, está estrictamente prohibido enfriar inmediatamente con agua o aire. La broca debe colocarse en polvo de amianto o en una caja aislante para enfriarla lentamente a fin de liberar la tensión residual de soldadura y evitar microfisuras en la chapa de material compuesto.

certificado

Bienvenido a nuestra página de preguntas frecuentes. Hemos recopilado las respuestas a las preguntas más comunes que pueda tener, con la esperanza de ofrecerle soluciones claras y rápidas. Si no encuentra aquí la información que necesita, no dude en ponerse en contacto con nuestro equipo de atención al cliente.
Gracias a la exclusiva tecnología de unión de interfaces no planas y al proceso de eliminación profunda del cobalto, este cortador de brocas de PDC proporciona una estabilidad térmica de hasta 750°C y un excelente autoafilado, mejorando significativamente el índice de penetración (ROP) y la vida útil a fatiga por impacto de las brocas en formaciones de roca dura, y emprendiendo negocios al por mayor.
Resistencia al calor
≥ 750°C
Resistencia a los golpes
>400 julios
Grosor de la capa
2,0-2,5 mm

Utilizando el diseño patentado de interfaz de cresta, el área de unión de la capa de diamante y el sustrato de carburo cementado se incrementa en 30%, la concentración de tensión interna se elimina eficazmente, la resistencia al cizallamiento se incrementa a más de 650 MPa, y el fenómeno de estratificación se elimina fundamentalmente.
Mediante el tratamiento de decobalto profundo de 100-200 micras, se elimina el metal catalizador entre las rejillas de diamante, y el punto crítico de estabilidad térmica del cortador de broca PDC se incrementa de 700°C a 750°C, y la dureza se sigue manteniendo durante la perforación en seco o el enfriamiento insuficiente.
Proporcionan un diseño de doble chaflán de 45 °. Las pruebas de campo han demostrado que la geometría puede dispersar 40% de la carga de impacto axial y reducir la tasa de astillado por 60% al perforar en grava o formaciones transversales blandos y duros.
Mezclar 2-30 micras de polvo de diamante multigrano, la densidad de sinterización alcanza más de 96%. En comparación con los productos de tamaño de partícula única, la relación de resistencia al desgaste es tan alta como 400: 1, lo que prolonga en gran medida la vida de metraje broca.
La rugosidad superficial Ra de la lámina de material compuesto se controló dentro de 0,1 μm, y el coeficiente de fricción se redujo a 0,05. Esta característica reduce significativamente la fricción y la generación de calor durante el corte, y ayuda a descargar rápidamente los recortes y a evitar que el lodo envuelva la broca.
Cada pieza del cortador de broca PDC de fábrica es escaneada por ultrasonido C- Scan para asegurar que no hay micro grietas o vacíos (Poros) dentro de la capa de diamante, asegurando el rendimiento consistente del producto del lote bajo la presión del agujero inferior de 30.000 PSI.
| Elemento de parámetro | Especificaciones/Descripción | Notas |
| Tamaños estándar | BQ, NQ, HQ, PQ, PQ3 | Cumple las normas internacionales DCDMA |
| Tamaño del cortador | 1308 (13 mm), 1613 (16 mm), 1913 (19 mm) | Seleccionar en función de la dureza de la formación |
| Recuento de cuchillas | 3 - 6 alas | Las brocas de pocas hojas son adecuadas para la perforación rápida en roca blanda, mientras que las brocas de varias hojas son adecuadas para la roca dura. |
| Litología aplicable (Formación) | Fango, arenisca, caliza, esquistoroca de sal | Dureza Mohs 3-7 (f < 12) |
| Material del cuerpo | Cuerpo de matriz / Cuerpo de acero | El cuerpo del neumático es resistente al desgaste y el cuerpo de acero es resistente a los impactos. |
| Rastrillo trasero | 15° - 25° ajustable | Cuanto mayor sea el ángulo, mayor será la resistencia al impacto; cuanto menor sea el ángulo, mayor será la velocidad de corte. |
| Rosca de conexión | API Rosca de tubo normal, IF o especial para extracción de testigos | Tras el tratamiento de temple de alta frecuencia, es resistente a la fatiga. |
| WOB recomendado (peso de trabajo en el ejercicio) | 6 - 15 kN (dependiendo del diámetro de la broca) | En comparación con las brocas diamantadas impregnadas, requiere menos presión de perforación. |
En vista del impacto de alta frecuencia común en la operación de arenisca cuarzosa o capa de conglomerado, la matriz de alta tenacidad de este producto con diseño de borde biselado doble puede absorber la energía generada por la vibración de la sarta de perforación, reducir la tasa de astillado de los dientes de corte por 55%, y evitar la pérdida de cientos de miles de dólares del período de construcción causada por el frecuente disparo y cambio de cabezales.
Los dientes de PDC comunes son propensos a la inversión por grafitización en condiciones en las que la temperatura del fondo del agujero supera los 150°C y la generación de calor por fricción es severa. Nuestra tecnología de eliminación profunda del cobalto elimina el catalizador de cobalto fácilmente expansible, lo que permite al cortador de broca de PDC mantener el filo de corte a una temperatura elevada de 750 °C, solucionando el problema del avance lento de la broca en formaciones abrasivas de sección larga.
En vista de la enorme fuerza de cizallamiento generada durante la perforación de alto par, la superficie de la junta de fondo plano tradicional es fácil de desprender. Este producto adopta una interfaz de garra de malla, que aumenta la fuerza de unión entre la capa de diamante y la matriz de aleación hasta 1,5 veces el nivel medio del sector, y resuelve por completo los problemas de caída del orificio inferior y desprendimiento de la broca causados por la delaminación de la lámina de material compuesto.
Es adecuado para la producción de 8 1/2 “a 17 1/2” cuerpo de acero o matriz PDC bits, especialmente diseñado para la perforación de larga sección de pozos direccionales y horizontales, especialmente para formaciones de dureza media con el nivel de perforabilidad de 4-7.
Adecuada para la producción de brocas geológicas de alta precisión. Nuestro cortador de brocas de PDC proporciona una alta precisión de corte y resistencia al desgaste, lo que garantiza muestras de núcleo completas y una mayor vida útil de la broca durante el muestreo de granito o piedra caliza.
Para la fabricación de escariadores en perforación horizontal dirigida, la alta resistencia al impacto de este producto puede resistir el impacto de obstáculos subterráneos no identificados (como la capa de guijarros), y es un material de dientes ideal para herramientas de escariado para tendido de redes de tuberías municipales e ingeniería de travesías.
Adecuado para la fábrica de reparación de brocas usadas o brocas desgastadas. La tolerancia dimensional estandarizado (diámetro ± 0,05 mm) hace que el proceso de sustitución de los dientes desgastados más conveniente y puede restaurar más de 90% del rendimiento de corte original de la broca a un costo menor.
Utilice etanol absoluto o acetona para limpiar a fondo la parte inferior de la fresa de PDC y el taladro para asegurarse de que no quedan restos de aceite, cascarilla o polvo. La limpieza afecta directamente al ángulo de humectación y a la fuerza de adherencia del cordón de soldadura para evitar soldaduras virtuales.
Cuando se utiliza la soldadura por inducción de alta frecuencia, debe controlarse estrictamente la temperatura. Se recomienda que la temperatura máxima de calentamiento no supere los 720°C y que el tiempo de permanencia a alta temperatura se controle dentro de los 40 segundos para evitar daños térmicos (grafitización) en la capa de diamante.
Se recomienda utilizar una lámina de soldadura de plata de baja temperatura con un contenido de plata de 40%-50%, combinada con un fundente activo especial que contenga flúor. Esto garantiza una excelente fluidez y permeabilidad a bajas temperaturas para rellenar el espacio interdental.
Una vez finalizada la soldadura, está estrictamente prohibido enfriar inmediatamente con agua o aire. La broca debe colocarse en polvo de amianto o en una caja aislante para enfriarla lentamente a fin de liberar la tensión residual de soldadura y evitar microfisuras en la chapa de material compuesto.




