поиск товаров
поиск

Kingpdc использует процесс глубокой де-кобальтизации, термостойкость превышает 750°C, в сочетании с технологией спекания под высоким давлением 5.5GPa, специально разработанной для работы с твердыми и абразивными породами, значительно продлевает срок службы буровых коронок в сложных геологических условиях, поддерживает оптовые закупки и оптовую настройку.
более шестидесяти джоулей
Устойчивость к ударам
400 000 к 1
Коэффициент износа
семьсот пятьдесят градусов Цельсия
Термостойкость


Благодаря удалению каталитического металла кобальта на поверхности алмазного слоя устраняется разница в коэффициенте теплового расширения при высокой температуре, а предел термической стабильности повышается с 700°C до 750°C, что позволяет эффективно предотвратить раннее разрушение, вызванное термической деградацией.
Уникальная конструкция гребня или гофрированного интерфейса увеличивает площадь склеивания на 40% по сравнению с плоским интерфейсом, эффективно рассеивая напряжение сдвига при резке и снижая риск расслоения и сколов более чем на 60%.
Спекание при давлении более 5,5 ГПа и температуре 1400°C обеспечивает высокую плотность связей D-D между алмазными частицами, благодаря чему износостойкость достигает более 4,0 × 10 ^ 5 и сохраняется острота в абразивных образованиях.
Предусмотрены различные схемы снятия фаски, например 45 × 0,3 мм. После тестирования и проверки способность оптимизированной геометрии фаски противостоять сколам улучшается на 30% на начальной стадии входа в скважину, обеспечивая плавное врезание бурового долота в горную породу.
Полностью автоматизированная производственная линия обеспечивает контроль допусков по диаметру и высоте в пределах ±0,05 мм, обеспечивая равномерный зазор припоя в просверленном отверстии, а также повышая прочность припоя и общую концентричность.
Выбрана высококачественная матрица из микрокристаллического карбида вольфрама с содержанием кобальта 13%, ударная вязкость которой достигает более 16 Дж/см², что обеспечивает надежную жесткую опору для алмазного слоя и предотвращает разрушение композитного листа из-за деформации матрицы при высокой ударной нагрузке.
| Модели серии | Диаметр (мм) | Общая высота (мм) | Толщина алмазного слоя (мм) | Технические характеристики фаски | Рекомендуемые применимые горные породы |
| Серия 1304 | 13.44 ±0.05 | 4.5 ±0.1 | 1.8 - 2.2 | 45°×0.25 | Мягкие и среднетвердые пласты |
| 1308 серия | 13.44 ±0.05 | 8.0 ±0.1 | 2.0 - 2.5 | 45°×0.35 | Среднетвердые и абразивные пласты |
| Серия 1613 | 16.00 ±0.05 | 13.0 ±0.1 | 2.2 - 2.8 | 45°×0.40 | Твердые породы и сложные пласты |
| Серия 1913 года | 19.05 ±0.05 | 13.0 ±0.1 | 2.3 - 3.0 | 45°×0.50 | Чрезвычайно твердые и высокоударные образования |
| Серия 1616 | 16.00 ±0.05 | 16.0 ±0.1 | 2.2 - 2.8 | 45°×0.45 | Применение наклонно-направленного бурения |
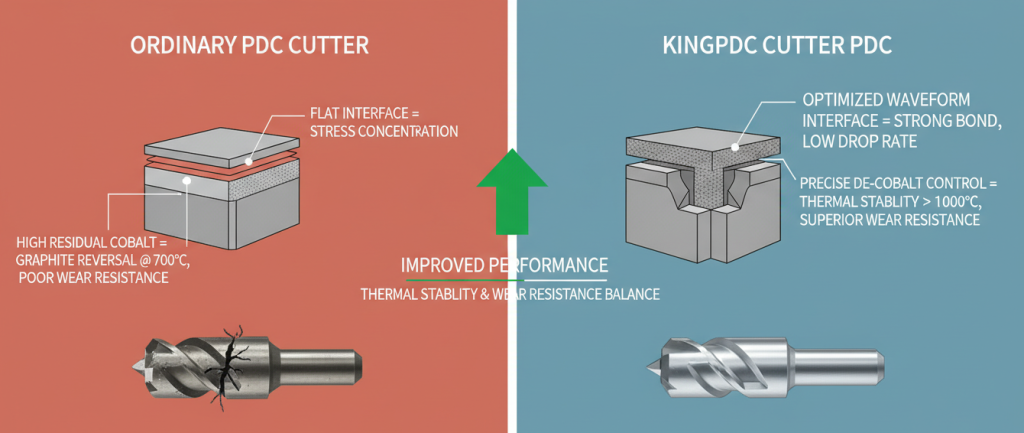
Это Kingpdc Cutter PDC по сравнению с обычным композитным листом, самое большое преимущество заключается в балансе термической стабильности и износостойкости. Обычные продукты часто жертвуют износостойкостью в погоне за ударопрочностью, или графит разворачивается при 700°C из-за большего количества остаточного кобальта. Kingpdc, благодаря точному контролю глубины удаления кобальта, сохраняя высокую прочность матрицы, рабочий слой может выдержать мгновенную высокую температуру сухого сверления или недостаточное охлаждение, а срок службы более чем в 1,5 раза превышает срок службы необработанных изделий. Кроме того, с точки зрения контроля силы сцепления решена проблема концентрации остаточного напряжения, легко возникающая при использовании традиционных плоских интерфейсов. Оптимизированная с помощью анализа методом конечных элементов форма волны интерфейса делает алмазный слой и твердосплавную подложку такими же прочными, как и врезная структура, и даже в условиях высокочастотной вибрации вращающегося сверла или турбинного бурения может поддерживать очень низкую скорость падения.

Решение проблем глубокого и сверхглубокого бурения скважин Подходит для предприятий, производящих долота PDC и гибридные долота, особенно для тех, кто сосредоточен на сложных проектах, таких как сланцевая нефть и газ, глубоководное бурение и т.д., и нуждается в высокой жаропрочности фрезы PDC для обеспечения эффективности фугования.

Повышение экономической эффективности добычи твердых пород Для заводов, производящих болтовые долота для угольных шахт и керновые долота для геологоразведки, необходимы композитные листы с высокой ударопрочностью, чтобы справиться со сложной структурой горных пород в шахте и сократить время на остановку и замену долота.

Обеспечение стабильности при наклонно-направленном переходе на большие расстояния Для предприятий, производящих расширители для горизонтально-направленного бурения, часто требуется непрерывная работа под землей на больших расстояниях, и они предъявляют чрезвычайно высокие требования к износостойкости и противозадирным характеристикам резцов PDC.

Снижение стоимости метра при бурении больших скважин Подходит для предприятий, производящих буровые коронки большого диаметра или шарошечные долота. Эта группа нацелена на высокую экономичность и долговечность резания в сильных абразивных породах (таких как гранит).


Перед пайкой фрезы PDC и отверстия должны быть подвергнуты пескоструйной и ультразвуковой очистке для полного удаления масла и оксидного слоя и обеспечения чистоты поверхности для обеспечения смачиваемости и прочности соединения припоя.

В процессе пайки необходимо строго контролировать температуру нагрева. Несмотря на то, что этот продукт обладает высокой термостойкостью, рекомендуется контролировать температуру пайки в диапазоне от 700 до 720 °C, чтобы избежать появления микротрещин в алмазном слое, вызванных длительным перегревом.

Рекомендуется использовать высокопрочный серебряный припой или серебряную проволоку с содержанием серебра от 45% до 50% в сочетании со специальным низкотемпературным фтористым флюсом для достижения наилучшей текучести и прочности шва, а также для уменьшения пористости.

После пайки охлаждение водой или воздухом строго запрещено. Сверло должно быть немедленно помещено в теплоизоляционный материал (например, асбестовую золу или теплоизоляционный короб) для медленного охлаждения, чтобы устранить тепловое напряжение и предотвратить хрупкое разрушение композитного листа в результате закалки.

сертификат

Добро пожаловать на нашу страницу "Часто задаваемые вопросы". Мы собрали ответы на часто задаваемые вопросы, надеясь предоставить вам четкие и быстрые решения. Если вы не нашли здесь нужной информации, пожалуйста, свяжитесь с нашей службой поддержки.
Kingpdc использует процесс глубокой де-кобальтизации, термостойкость превышает 750°C, в сочетании с технологией спекания под высоким давлением 5.5GPa, специально разработанной для работы с твердыми и абразивными породами, значительно продлевает срок службы буровых коронок в сложных геологических условиях, поддерживает оптовые закупки и оптовую настройку.
Устойчивость к ударам
более шестидесяти джоулей
Коэффициент износа
400 000 к 1
Термостойкость
семьсот пятьдесят градусов Цельсия

Благодаря удалению каталитического металла кобальта на поверхности алмазного слоя устраняется разница в коэффициенте теплового расширения при высокой температуре, а предел термической стабильности повышается с 700°C до 750°C, что позволяет эффективно предотвратить раннее разрушение, вызванное термической деградацией.
Уникальная конструкция гребня или гофрированного интерфейса увеличивает площадь склеивания на 40% по сравнению с плоским интерфейсом, эффективно рассеивая напряжение сдвига при резке и снижая риск расслоения и сколов более чем на 60%.
Спекание при давлении более 5,5 ГПа и температуре 1400°C обеспечивает высокую плотность связей D-D между алмазными частицами, благодаря чему износостойкость достигает более 4,0 × 10 ^ 5 и сохраняется острота в абразивных образованиях.
Предусмотрены различные схемы снятия фаски, например 45 × 0,3 мм. После тестирования и проверки способность оптимизированной геометрии фаски противостоять сколам улучшается на 30% на начальной стадии входа в скважину, обеспечивая плавное врезание бурового долота в горную породу.
Полностью автоматизированная производственная линия обеспечивает контроль допусков по диаметру и высоте в пределах ±0,05 мм, обеспечивая равномерный зазор припоя в просверленном отверстии, а также повышая прочность припоя и общую концентричность.
Выбрана высококачественная матрица из микрокристаллического карбида вольфрама с содержанием кобальта 13%, ударная вязкость которой достигает более 16 Дж/см², что обеспечивает надежную жесткую опору для алмазного слоя и предотвращает разрушение композитного листа из-за деформации матрицы при высокой ударной нагрузке.
| Модели серии | Диаметр (мм) | Общая высота (мм) | Толщина алмазного слоя (мм) | Технические характеристики фаски | Рекомендуемые применимые горные породы |
| Серия 1304 | 13.44 ±0.05 | 4.5 ±0.1 | 1.8 - 2.2 | 45°×0.25 | Мягкие и среднетвердые пласты |
| 1308 серия | 13.44 ±0.05 | 8.0 ±0.1 | 2.0 - 2.5 | 45°×0.35 | Среднетвердые и абразивные пласты |
| Серия 1613 | 16.00 ±0.05 | 13.0 ±0.1 | 2.2 - 2.8 | 45°×0.40 | Твердые породы и сложные пласты |
| Серия 1913 года | 19.05 ±0.05 | 13.0 ±0.1 | 2.3 - 3.0 | 45°×0.50 | Чрезвычайно твердые и высокоударные образования |
| Серия 1616 | 16.00 ±0.05 | 16.0 ±0.1 | 2.2 - 2.8 | 45°×0.45 | Применение наклонно-направленного бурения |
Решение проблем глубокого и сверхглубокого бурения скважин Подходит для предприятий, производящих долота PDC и гибридные долота, особенно для тех, кто сосредоточен на сложных проектах, таких как сланцевая нефть и газ, глубоководное бурение и т.д., и нуждается в высокой жаропрочности фрезы PDC для обеспечения эффективности фугования.
Повышение экономической эффективности добычи твердых пород Для заводов, производящих болтовые долота для угольных шахт и керновые долота для геологоразведки, необходимы композитные листы с высокой ударопрочностью, чтобы справиться со сложной структурой горных пород в шахте и сократить время на остановку и замену долота.
Обеспечение стабильности при наклонно-направленном переходе на большие расстояния Для предприятий, производящих расширители для горизонтально-направленного бурения, часто требуется непрерывная работа под землей на больших расстояниях, и они предъявляют чрезвычайно высокие требования к износостойкости и противозадирным характеристикам резцов PDC.
Снижение стоимости метра при бурении больших скважин Подходит для предприятий, производящих буровые коронки большого диаметра или шарошечные долота. Эта группа нацелена на высокую экономичность и долговечность резания в сильных абразивных породах (таких как гранит).
Перед пайкой фрезы PDC и отверстия должны быть подвергнуты пескоструйной и ультразвуковой очистке для полного удаления масла и оксидного слоя и обеспечения чистоты поверхности для обеспечения смачиваемости и прочности соединения припоя.
В процессе пайки необходимо строго контролировать температуру нагрева. Несмотря на то, что этот продукт обладает высокой термостойкостью, рекомендуется контролировать температуру пайки в диапазоне от 700 до 720 °C, чтобы избежать появления микротрещин в алмазном слое, вызванных длительным перегревом.
Рекомендуется использовать высокопрочный серебряный припой или серебряную проволоку с содержанием серебра от 45% до 50% в сочетании со специальным низкотемпературным фтористым флюсом для достижения наилучшей текучести и прочности шва, а также для уменьшения пористости.
После пайки охлаждение водой или воздухом строго запрещено. Сверло должно быть немедленно помещено в теплоизоляционный материал (например, асбестовую золу или теплоизоляционный короб) для медленного охлаждения, чтобы устранить тепловое напряжение и предотвратить хрупкое разрушение композитного листа в результате закалки.
