поиск товаров
поиск
In the large number of drilling efficiency projects I have handled in the past, I have found a very common phenomenon: many drilling project managers are still paying high hidden costs for frequent tripping and cutting tooth cracking when dealing with complex formations. To put it bluntly, it was diamond drill bits by low-standard polycrystalline. In fact, as long as the high-quality PDC bit equipped with deep decobalt cutting teeth, customized tungsten carbide matrix and CFD optimized hydraulic structure is replaced, the rate of penetration can be steadily increased by more than 40% in a high abrasive interlayer with compressive strength exceeding 30,000 psi, and a single-trip long ruler can be easily realized. In the next disassembly, I will directly hand over the core material science behind the top drill bit, uncover the fatal defects of low-end products that lead to downhole accidents, and give a set of engineering-level selection models to help you severely reduce the drilling cost per foot.
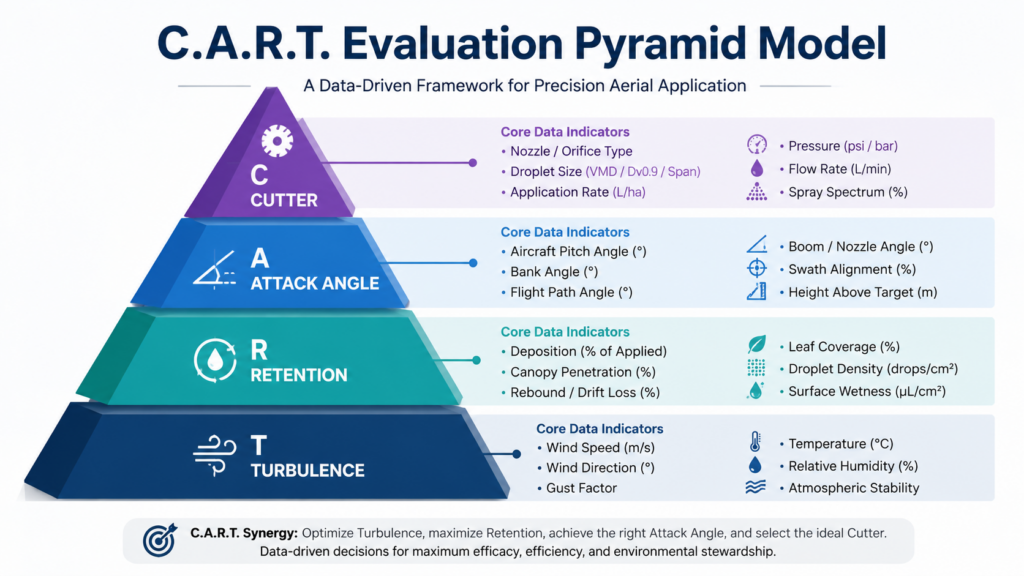
When selecting drill bits, purchasing decision makers often only look at the surface hardness data thrown by suppliers. To be honest, this approach is extremely risky and short-sighted. In the past ten years, I often need to review the actual combat data of various difficult underground wells. After looking at the real performance of hundreds of wells, I summarized this set of proprietary “C.A.R.T.” drill bit evaluation pyramid model. In my experience, only a drill that satisfies these four dimensions at the same time is worthy of the title of top-tier.
The decobalting depth of the tip cutter must be between 200 and 400 microns. Diamond thermal degradation occurs above 700°C, and the main culprit is residual cobalt. High-quality drill bits will undergo multiple deep pickling and cobalt removal, abruptly increasing the thermal stability threshold to above 1,100°C.
Engineers have to dynamically adjust the back rake angle according to the abrasiveness of the formation. Top products are by no means at one angle, but adopt variable angle distribution-the central tooth is responsible for the depth of eating, while the diameter-keeping tooth gives priority to ensuring impact resistance.
The tooth drop is often not really due to broken diamonds. In most cases, the bottom silver solder cannot withstand failure under high temperature and high pressure. High-quality drill bits are generally used for high-frequency induction heating and customized high-strength alloy solder, and the shear strength can exceed 450 MPa.
The awesome hydraulic design can directly eliminate the fluid dead zone between the blades. The top drill can completely eradicate the bit balling problem by hitting a directional high-speed jet through an asymmetric nozzle layout to instantly take away the rock debris.
The microstructure of a conventional polycrystalline diamond compact drill bit collapses very quickly when encountering highly abrasive formations with inclusions of flint or pyrite. The core difference, in fact, lies in the sintering pressure and the degree of bonding between the diamond particles.
The top PDC bit uses an ultra-high pressure high temperature secondary sintering process at more than 60,000 atmospheres. In this extreme environment, the diamond particles are forced to form direct D-D covalent bonds, rather than relying on cobalt as a binder. Once a violent stick‑slip vibration occurs at the bottom of the well, these D‑D bonds can instantly absorb and dissipate the enormous impact force. In contrast, ordinary drill bits have “cobalt pools” throughout their microstructure. Under the continuous frictional heat generated by high weight on bit, the thermal expansion coefficients of cobalt and diamond are completely different, which leads to direct cracking inside the composite sheet, and finally a large area of tooth chipping in the field.
The real-world drilling site is far more harsh than laboratory conditions. Over the past few years on‑site, I’ve identified several technical pitfalls that vendors typically keep under wraps and never disclose to you.
Increasing the number of blades and cutting teeth can indeed extend the drill’s service life, but it will severely compromise the ROP. In plastic mudstones or shales, if the cutting‑tooth spacing is too narrow, the penetration depth will be insufficient, causing the entire drill bit to “grind” across the rock surface rather than “cut.” According to my project experience, the top solution is the dual-row design: sharp attack teeth in the front row and passive impact-resistant teeth in the back row. Speed and life are balanced.
Many engineers focus exclusively on the diamond segments, completely neglecting the drill bit matrix. Under the erosion of high pump pressure and large displacement, the inferior tungsten carbide matrix will be eroded in a mess around the nozzle. Once this base is hollowed out, no matter how hard the diamond is, the whole diamond will fall off. Therefore, when purchasing, you must keep an eye on whether it uses cast tungsten carbide powder with high specific gravity and fine particles, and also confirm that it has been treated with anti-erosion coating.
Qualified welding is not simply done by sticking the teeth to the blade. The weld thickness of the top PDC bit is stuck between 0.1mm and 0.15mm. The weld is too thick, the heat conduction is blocked, and the cutting heat cannot be transmitted to the drill bit body and drilling fluid at all. The weld is too thin to absorb the high-frequency shock and vibration transmitted from the formation.
Field Performance Comparison: Top-Tier PDC Bits vs. Standard PDC Bits
| Comparison Item | Standard PDC Bits | Top-Tier PDC Bits |
|---|---|---|
| Cobalt depletion process (thermal degradation of binder phase) | Faster cobalt leaching at elevated temperatures; diamond table more prone to graphitization and thermal fatigue under high frictional heat | Engineered cobalt control (e.g., diffusion barrier layers, improved HPHT sintering control); significantly reduced cobalt migration, improving thermal stability and wear life |
| Ударная вязкость | Moderate impact resistance; more prone to cutter chipping and delamination in interbedded or abrasive formations | High impact-resistant cutters (optimized grain size, chamfer design, stress-distributed geometry); improved resistance to shock loading and vibration |
| Maximum operating temperature | ~250–300°C before accelerated wear and thermal degradation becomes significant | ~300–400°C depending on cutter grade (thermally stable diamond enhancements and improved matrix systems extend usable range) |
| Average footage per run | Lower durability; typically shorter runs in hard or abrasive formations due to cutter wear and damage | Significantly longer runs (often 1.5×–3× improvement depending on lithology) due to improved wear resistance and structural integrity |
| Applicable rock compressive strength (UCS range) | Best suited for soft to medium-hard formations (~5–15 ksi UCS) | Extended applicability into medium-hard to very hard formations (~10–40+ ksi UCS depending on design and aggressiveness control) |
Engineering procurement decisions can’t be patted on the head, you have to talk about hard data. We have previously looked at a very rigorous back-to-back control test in a dolomite and hard sandstone interlaced formation in a deepwater block.
The rock compressive strength of that formation is between 15,000 and 28,000 psi. The started with the standard 6-blade polycrystalline diamond drill bit. As a result, it only hit 800 feet. The cutting teeth suffered from serious thermal wear. The drilling time soared and it was forced to trip out. Later, we directly replaced the top deep de-cobalt PDC bit completely customized based on the C.A.R.T. model with optimized asymmetric nozzles. The final data is very beautiful: under the condition that WOB and RPM are exactly the same, this advanced drill bit directly broke 3,200 feet in a single trip, and the average ROP increased by 46%. These trips alone saved the operator nearly 30 hours of non-productive time, which directly saved more than $120000 per day for the rig.
The core undercard of the top PDC bit is a deeply decobalted cutter material, direct D-D micro-bonding, plus an erosion-resistant high-tungsten matrix. Together, these can make the cutting teeth sharp at the bottom of the well above 1,100°C, while the standard drill bit is basically thermally degraded and scrapped at 700°C.
In this formation, high-quality drill bits rely on dynamic caster design and rear teeth for shock absorption. This geometric arrangement can eat up the instantaneous impact of the hard rock formation, while maintaining a sufficiently aggressive intake depth in the soft rock formation to suppress the destructive stick-slip vibration from the mechanism.
In fact, it is because the diamond layer of standard cutting teeth has a large amount of metal cobalt. Under extreme frictional heat, cobalt expands much faster than diamond. This internal physical expansion difference will produce a huge micro-stress, directly from the inside of the diamond layer tearing, the result is an instant tooth collapse.
To tell the truth, the number of knife wings is not absolutely “optimal”, it all depends on what stratum you hit. 4 to 5 blades are most suitable for driving at extreme speed in soft to medium hard strata. If it is high abrasive hard rock, it will be 6 to 8 blades, by increasing the contact point to disperse the unit weight, to save the life of the drill bit.
Top drill bits will be analyzed at CFD to engage in asymmetric nozzle layouts. The jet from the nozzle hits exactly in front of the cutting teeth, and the debris is washed away as soon as it comes down. This move directly removes the fluid vortex and stagnation zone at the root of the blade, physically cutting off the possibility of mud packets.
Absolutely can. Over the years, ultra-high pressure high temperature materials science has advanced so rapidly that high-end PDC bits with tapered diamond elements can now easily crush granite and quartzite with compressive strength exceeding 35,000 psi. In these extreme environments, their single-trip footage has long been far behind the traditional roller cone drill.

Discover What Is A PDC Bit, Its Top Functions For Deep Drilling, And Master Proper PDC Bit Selection To Maximize ROP.
Посмотреть детали
Сравнение областей применения монокристаллического и поликристаллического алмаза для изготовления сверхточных и ударопрочных инструментов из поликристаллического алмаза (PCD).
Посмотреть детали
Discover What Polycrystalline Diamond Is, Its Top Industrial Uses, And Expert Sourcing Tips To Lower Machining Costs.
Посмотреть детали
Откройте для себя решения на основе синтетического поликристаллического микроалмаза для безупречной полировки пластин и обеспечения высокой производительности CMP.
Посмотреть детали