поиск товаров
поиск

Процесс производства долот PDC включает в себя: проектирование и моделирование, обработку матрицы (обработка стального корпуса или инфильтрация порошком пропитанной пластины), фрезерование канавки зуба, пайку режущего зуба, и, наконец, контроль качества (QC) перед поставкой.
При изготовлении стальных сверл основное внимание уделяется "гравировке" высоколегированной стали на многоосевых станках с ЧПУ, чтобы обеспечить достаточную прочность конструкции. Импрегнированное вставное сверло спекается в высокотемпературной печи с порошком карбида вольфрама и металлическим связующим, что обеспечивает суперстойкость к эрозии. Однако во всем процессе самым критическим звеном, определяющим срок службы сверла и предотвращающим выпадение зубьев, является пайка. Этот этап очень требователен к температурному контролю (обычно мы используем индукционный нагрев), применению припоя на основе серебра и отсутствию пыли. Только так мы можем гарантировать, что паяные соединения выдержат ударные и термические нагрузки при работе под землей.
Все начинается с этапа проектирования и моделирования, который, по сути, представляет собой чертеж высокопроизводительного сверла. Инженеры используют современное программное обеспечение CAD для создания геометрической модели бурового долота. Еще важнее смоделировать на компьютере рабочее состояние долота в скважине. Благодаря моделированию производители могут оптимизировать каналы гидравлического потока, чтобы обеспечить эффективность охлаждения и удаления мусора. На этом этапе также рассчитывается точное расположение режущих зубьев, чтобы сбалансировать нагрузку на всю рабочую поверхность долота. Эта "последовательность точного проектирования" призвана обеспечить, чтобы последующие физические производственные процессы основывались на проверенной конструкции, способной достичь наивысшей эффективности.
После того как конструкция окончательно доработана, она поступает в процесс изготовления каркаса. В зависимости от того, стальное сверло или сверло с пропитанной вставкой, технологический маршрут здесь делится на два совершенно разных пути.
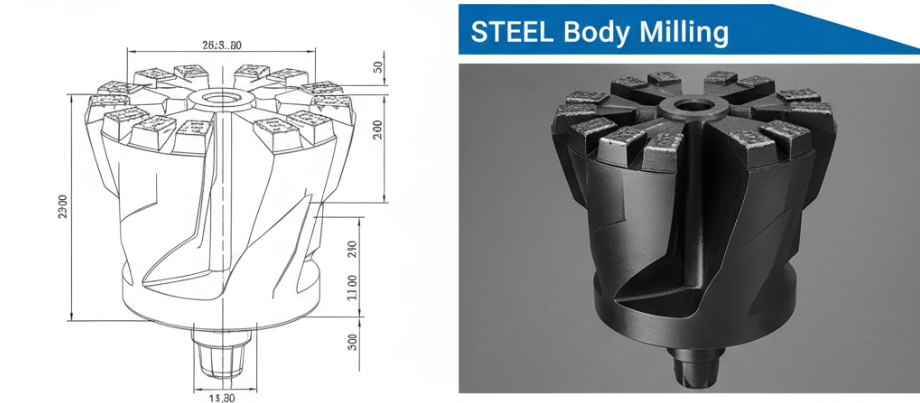
Производство сверл со стальным корпусом в значительной степени основано на субтрактивном производстве. Исходным материалом является блок высоколегированной стали. Весь процесс заключается в использовании многоосевого обрабатывающего центра с ЧПУ для фрезерования сложной геометрии лопастей и каналов для жидкости непосредственно из стального блока. Выбор высоколегированной стали был тщательно продуман, чтобы обеспечить необходимую пластичность и структурную целостность, гарантирующую, что буровое долото не разрушится при высоких крутящих и ударных нагрузках.
В свою очередь, импрегнированные вставные сверла изготавливаются методом литья под названием "инфильтрация матричного порошка". Для этого необходимо сначала изготовить форму для сверла, а затем заполнить ее порошком карбида вольфрама. Затем вводится металлическое связующее вещество, и вся форма помещается в высокотемпературную печь. При очень высоких температурах связующее расплавляется и проникает в карбидный порошок, сплавляя их вместе.
В результате этого процесса образуется композитный материал, обладающий превосходной эрозионной стойкостью. На мой взгляд, это делает импрегнированные долота идеальными для абразивных пластов, где эрозия жидкости является серьезной проблемой.
Независимо от того, является ли каркас стальным корпусом или вставкой с порошковой пропиткой, следующим этапом является фрезерование зубчатой канавки. Хотя общая форма лезвия была сформирована на предыдущем этапе, конкретное гнездо для размещения режущего зуба PDC (т. е. паз зуба) требует чрезвычайно высокой точности. На этом этапе обрабатывающее оборудование обрабатывает эти пазы зубьев с точными допусками, предусмотренными чертежами. Качество обработки поверхности и точность размеров зубьев имеют решающее значение. Если один паз будет отфрезерован неправильно, режущие зубья не будут правильно посажены, что напрямую угрожает прочности конструкции конечного изделия. Это звено можно назвать связующим звеном между черновой обработкой корпуса и установкой шпоночных режущих зубьев.

Четвертый этап - припайка режущих зубьев, который является наиболее критическим фактором, определяющим срок службы сверла, особенно в связи с проблемой предотвращения выпадения зубьев. Этот процесс представляет собой приварку режущих зубьев из поликристаллического алмазного компакта (PDC) к фрезерованной канавке зуба. Чтобы добиться прочности соединения, способного выдержать суровые условия сверления, необходимо использовать точный контроль температуры, обычно с помощью индукционного нагрева. Этот метод позволяет добиться локального нагрева при плавлении припоя на основе серебра, не повреждая алмазный слой режущего зуба из-за перегрева. Кроме того, весь процесс должен осуществляться в строгих условиях беспыльного цеха. Любые загрязнения на поверхности пайки, такие как масло, пыль или окислы, ослабляют прочность сварного шва. По моему опыту, поддерживая чистую среду и точно контролируя подачу тепла, производители могут гарантировать, что сварной шов будет достаточно прочным, чтобы выдержать ударные и тепловые нагрузки в скважине, тем самым предотвращая дорогостоящие отказы в работе, вызванные потерей зуба в скважине.
На заключительном этапе, перед тем как буровое долото покинет завод, инспектор по качеству проведет комплексную проверку, чтобы убедиться, что оно соответствует всем проектным спецификациям. Это включает в себя проверку калибра бурового долота, целостности паяных точек и отсутствие засорения всех гидравлических форсунок. Группа контроля качества проверит стальной корпус или корпус с пропиткой на наличие дефектов и убедится, что режущие зубья не повреждены в результате нагрева пайки. Только после прохождения этих строгих проверок долото PDC будет допущено к отгрузке, демонстрируя, что оно готово обеспечить производительность, обещанную на начальном этапе проектирования.

Автор: Эйден
Имея более чем десятилетний опыт работы в отрасли бурения скважин, я специализируюсь на разработке и производстве высокопроизводительных инструментов PDC. Мои знания и опыт сосредоточены на оптимизации Процесс изготовления долот PDCот моделирования собственных конструкций до критической металлургии пайки резцов. Я стремлюсь поделиться техническими знаниями, которые помогут специалистам по бурению понять, какая точность стоит за каждым пробуренным футом.