búsqueda de productos
busque en

El proceso de fabricación de la broca de PDC incluye: diseño y simulación, procesamiento de la matriz (mecanizado del cuerpo de acero o infiltración de polvo en la plaquita impregnada), fresado de la ranura del diente, soldadura del diente de corte y, por último, control de calidad (CC) antes de la entrega.
En el caso de las brocas de acero, el núcleo consiste en "grabar" acero de alta aleación con máquinas herramienta CNC multieje para garantizar que la estructura sea lo suficientemente resistente. La broca de inserción impregnada se sinteriza en un horno de alta temperatura con polvo de carburo de tungsteno y aglutinante metálico, que se centra en una súper resistencia a la erosión. Sin embargo, en todo el proceso, el eslabón más crítico para determinar la vida útil de la broca y evitar la caída del diente es sin duda la soldadura fuerte. Este paso es extremadamente exigente en cuanto a control de temperatura (solemos utilizar calentamiento por inducción), aplicaciones de soldadura con base de plata y entornos sin polvo. Sólo así podemos garantizar que las uniones soldadas resistan el impacto y el estrés térmico del subsuelo.
Todo empieza con la fase de diseño y simulación, que es básicamente un anteproyecto para una broca de alto rendimiento. Los ingenieros utilizan programas avanzados de CAD para construir un modelo geométrico de la broca. Lo más importante es simular en el ordenador el estado de funcionamiento de la broca en el pozo. Mediante la simulación, los fabricantes pueden optimizar los canales de flujo hidráulico para garantizar la eficacia de la refrigeración y la eliminación de residuos. En este paso también se calcula la disposición precisa de los dientes de corte, para equilibrar la carga en toda la superficie de trabajo de la broca. Esta "secuencia de diseño preciso" sirve para garantizar que los subsiguientes procesos físicos de fabricación se basen en un diseño probado capaz de lograr la máxima eficacia.
Una vez finalizado el diseño, se entra en el proceso de fabricación de la carcasa. Dependiendo de si se va a fabricar una broca de acero o una broca de plaquita impregnada, la ruta del proceso aquí se dividirá en dos caminos completamente distintos.
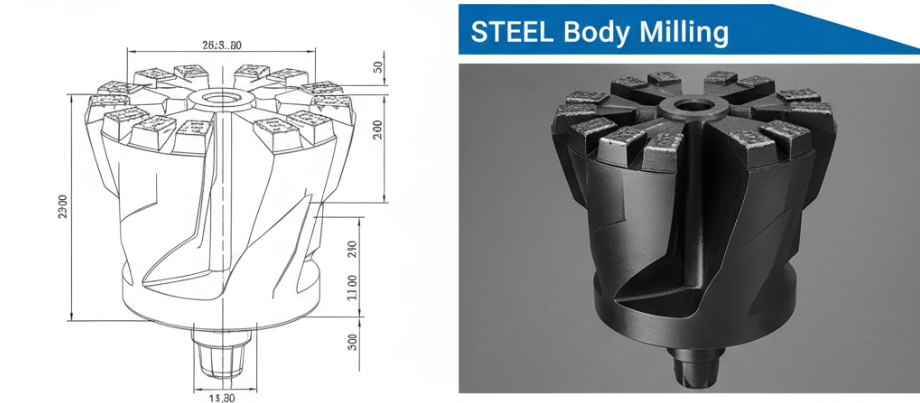
La fabricación de brocas con cuerpo de acero se basa en gran medida en la fabricación sustractiva. La materia prima es un bloque de acero de alta aleación. Todo el proceso consiste en utilizar un centro de mecanizado CNC multieje para fresar la compleja geometría de las palas y los canales de fluidos directamente a partir del bloque de acero. La elección del acero de alta aleación se consideró cuidadosamente para proporcionar la ductilidad y la integridad estructural necesarias para garantizar que la broca no se rompa catastróficamente cuando se someta a elevadas cargas de torsión e impacto.
A su vez, las brocas impregnadas se fabrican mediante un proceso de moldeo llamado "infiltración de polvo de matriz". Para ello, primero se fabrica un molde para el diseño de la broca y luego se rellena con polvo de carburo de wolframio. A continuación, se introduce un aglutinante metálico y se coloca todo el molde en un horno de alta temperatura. A temperaturas extremadamente altas, el aglutinante se funde y penetra en el polvo de carburo, fusionándolos.
Este proceso produce un material compuesto que ofrece una excelente resistencia a la erosión. En mi opinión, esto hace que las brocas impregnadas sean ideales para formaciones abrasivas en las que la erosión por fluidos es un problema importante.
Tanto si la carcasa es un cuerpo de acero mecanizado como una plaquita impregnada de polvo, el siguiente paso es el fresado de la ranura del diente. Aunque la forma general de la hoja se ha formado en la etapa anterior, el encaje específico utilizado para colocar el diente de corte de PDC (es decir, la ranura del diente) requiere una precisión extremadamente alta. En esta etapa, el equipo de mecanizado procesa estas ranuras de dientes con las tolerancias exactas requeridas por los planos de diseño. El acabado superficial y la precisión dimensional del dentado son críticos. Si una ranura se fresa incorrectamente, los dientes de corte no quedarán bien asentados, lo que pondrá directamente en peligro la resistencia estructural del producto final. Se puede decir que este engrane es un puente entre el mecanizado en bruto de la carcasa y la instalación de los dientes de corte de la chaveta.

La cuarta etapa, la soldadura de los dientes de corte, que es el factor más crítico para determinar la vida útil de la broca, especialmente en relación con el problema de evitar la caída de los dientes. Este proceso consiste en la soldadura de los dientes de corte de diamante policristalino compacto (PDC) en la ranura del diente fresado. Para obtener una fuerza de unión que pueda soportar el duro entorno de perforación, debemos utilizar un control preciso de la temperatura, normalmente mediante calentamiento por inducción. Este método puede lograr un calentamiento local, al tiempo que funde la soldadura con base de plata, sin dañar la capa de diamante del diente de corte debido al sobrecalentamiento. Además, todo el proceso debe llevarse a cabo en estrictas condiciones de taller sin polvo. Cualquier contaminación en la superficie de la soldadura fuerte, como aceite, polvo u óxidos, debilitará la resistencia de la soldadura. Según mi experiencia, manteniendo un entorno puro y controlando con precisión la entrada de calor, los fabricantes pueden garantizar que la soldadura sea lo bastante fuerte para soportar el impacto y la tensión térmica en el fondo del pozo, evitando así costosos fallos en el trabajo causados por la pérdida de dientes en el fondo del pozo.
Como paso final, antes de que la broca salga de fábrica, el inspector de calidad realizará una inspección exhaustiva para asegurarse de que cumple todas las especificaciones de diseño. Esto incluye verificar el calibre de la broca, comprobar la integridad de los puntos soldados y asegurarse de que todas las boquillas hidráulicas están libres de obstrucciones. El equipo de control de calidad comprobará que el cuerpo de acero o el cuerpo impregnado no presenten defectos y se asegurará de que los dientes de corte no estén dañados por el calentamiento de la soldadura fuerte. Sólo después de pasar estas rigurosas inspecciones se aprobará el envío de la broca PDC, demostrando que está lista para ofrecer el rendimiento prometido durante la fase inicial de diseño.

AutorAiden
Con más de una década de experiencia en el sector de la perforación de pozos, estoy especializado en la ingeniería y producción de herramientas PDC de alto rendimiento. Mi experiencia se centra en la optimización Proceso de fabricación de brocas PDCdesde la simulación de diseños propios hasta la metalurgia crítica de la soldadura fuerte de cortadores. Me dedico a compartir conocimientos técnicos que ayuden a los profesionales de la perforación a comprender la precisión que hay detrás de cada pie perforado.
Esto se cerrará en 0 segundos