product search
search

Especially in those operating environments where the daily cost is prohibitive, the ultimate answer to reducing the cost per foot of drilling is not just as simple as a “durable” drill bit. The optimal solution is often to integrate high-quality 13mm or 16mm “deep decobalant” cutting teeth with a specific back rake angle (usually 15-20 degrees). This combination provides enough impact toughness to hold the interlayer, while maintaining a sharp shear edge to ensure that the ROP is a beautiful straight line.
The first layer of PDC bit optimization is actually engineering at the micro level. PDC cutters and the formation of “hand-to-hand”, mainly subject to two failure modes: wear and thermal degradation.
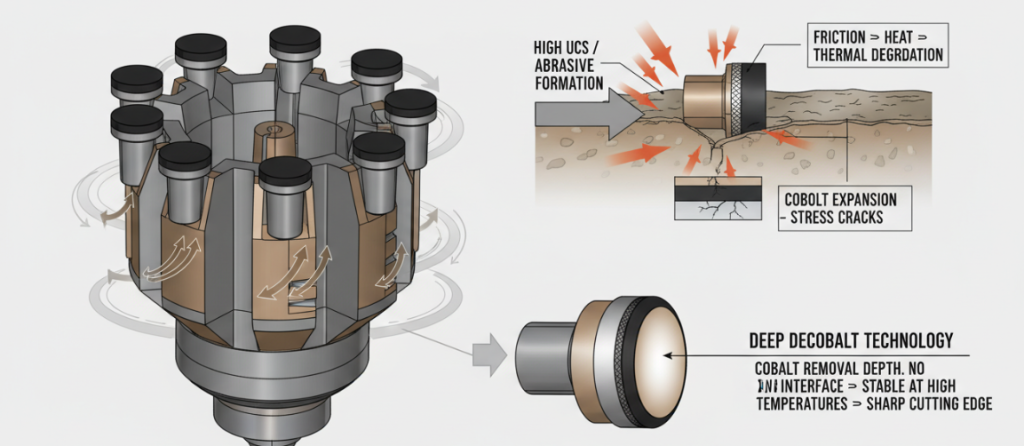
Engineers must carefully analyze the formation’s uniaxial compressive strength (UCS). In high UCS or high abrasive formation, standard cutting tooth failure, nine times out of ten because of “thermal degradation”. The principle behind this is simple: friction produces heat, causing the cobalt catalyst sintered between the diamond crystals to expand at a different rate than diamond. The result is that this differential expansion creates stress cracks internally.
To solve this problem, my suggestion is to choose the right “cobalt removal depth. The deep decobalt technology has removed the cobalt catalyst from the working surface of the diamond layer. Without the catalyst on the interface, the cutting teeth can be stabilized at high temperatures, even in the grinding sandstone, which can keep the cutting edge sharp for a while.
In addition, the choice of diamond size is actually a trade-off game: fine grains usually have better wear resistance, while coarse grains can provide the impact resistance required to deal with fractured formations. How to choose depends on the face of the stratum.
Once the cutting tooth technology is completed, the next step is to look at the macro geometry-especially the number of blades and the shape of the crown, which must be in line with the drilling purpose and the ability of the drilling rig.
The third pillar of performance optimization is the fluid dynamics around the PDC bit. Too many drill bits with strong mechanical aggressiveness, because the bottom hole cleaning was not done well, they were finally scrapped. This mainly depends on the horsepower per square inch of water (HSI).
In that reactive shale, the lack of hydraulic parameters directly leads to “mud bags”-the drilled cuttings paste on the surface of the drill bit, and the cutting teeth can’t touch the new rock at all. In order to prevent this, the nozzle layout must be fine-tuned. We want to direct the fluid across the cutting tooth surface (rather than foolishly flushing the bottom hole) to ensure active cleaning. By optimizing the total flow area (TFA) to achieve the target HSI, sufficient fluid velocity can be generated to instantly carry away the cuttings. This prevents the debris from being “re-ground” and ensures that every minute of mechanical energy is used to drill new formations, rather than grinding stone powder there.
Meet the Demands of High lmpact, High-Wear Oil-Drilling Operations. Delivering Longer Lifespan and Less Downtime De signed for. Efficient and Durable Oil Drilling Applications with PDC Cutters.
| Formation Type (UCS) | Target Rock Characteristics | Optimized Blade Count | Cutter Strategy (Tier 1) | Back-Rake Angle | Primary Optimization Goal |
| Soft / Plastic(Low UCS) | Unconsolidated sands, soft shales | 3 – 4 Blades | Standard 19mm cutters; high exposure | Low (<15°) | Aggressive ROP: Maximizing Depth of Cut (DOC) and junk slot volume. |
| Medium / Hard(Mid-High UCS) | Limestone, hard shale, sandstone | 5 – 6 Blades | 13mm or 16mm Premium Cutters | Standard | Stability: Balancing Torque-on-Bit (TOB) and reducing stick-slip. |
| Interbedded / Abrasive(Variable UCS) | Hard stringers, reactive shales | 5+ Blades | Deep-Leached Diamond Table; Fine grain size | 15° – 20° | Durability: Preventing thermal degradation and impact damage while maintaining shear. |
In complex drilling environments where tripping time is costly, common selection rules have to change.
The key to reducing the cost per foot in the soft and hard interbedded formation (rock hardness changes very quickly) is the special cutting tooth geometry. With 13mm or 16mm high quality deep cobalt teeth can increase the volume of diamond, improve wear life.
But I think the caster angle is the decisive adjustment variable. The standard caster angle may be too aggressive in the transition zone, it is easy to crumble teeth when hitting a hard interlayer. By adopting a back rake angle of 15-20 degrees, the PDC bit has reached a compromise: it is both aggressive enough to efficiently shear shale, and “blunt” enough to absorb the impact when entering the hard interlayer, avoiding catastrophic failure of the cutting teeth. This geometric fine-tuning preserves the ROP stability of the entire drill run and avoids burning a lot of budget by having to pick up and change bits.
Author: Andrew Thorne
I’m a Senior Drilling Engineer specializing in Bottom Hole Assembly (BHA) optimization. With over 15 years in the field, I focus on reducing cost-per-foot by scientifically aligning PDC cutter technology and hydraulic parameters with complex rock mechanics.