product search
search

In order to solve the trade-off between thermal stability and impact toughness, PDC tool technology mainly includes the deep leaching technology of the tool, the interface design, and the diamond distribution. In the manufacturing process, the deep leaching technology is used to remove the cobalt catalyst (to prevent thermal degradation), the non-planar interface design is used to optimize the residual stress distribution (to prevent delamination), and the multi-mode diamond distribution is used to improve the bulk density.
Choosing the right PDC technology is not about finding the hardest material, but rather about choosing a specific tool grade based on the specific lithology, determined by the chamfer geometry and leaching depth, thereby reducing the number of starts and significantly reducing the cost per foot.
If you want to understand the current PDC cutting technology, you have to start with a problem that comes out of its mother’s womb: polycrystalline diamond compact (PDC) has an inherent conflict in its manufacturing. For a long time in the past, if you want to improve the wear resistance (that is, hardness) of cutting teeth, you often have to sacrifice its impact toughness (that is, the ability to resist impact).
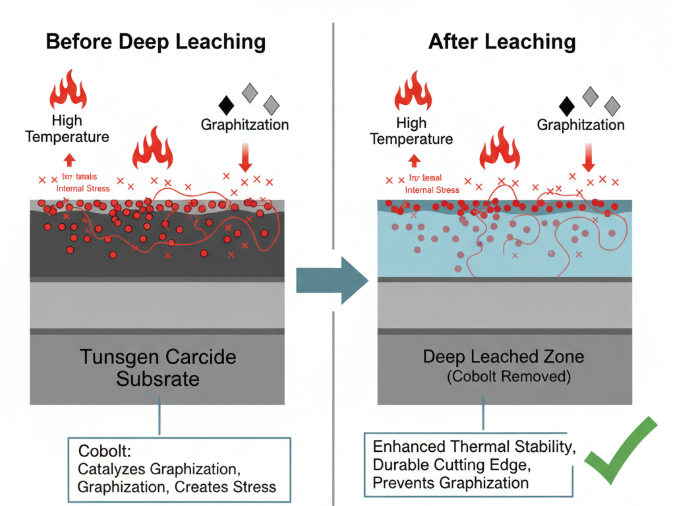
The “culprit” behind this is actually the cobalt (Cobalt) binder used in the high temperature and high pressure (HPHT) sintering process. Cobalt is essential for bonding diamond crystals together, but down the well, it becomes a problem. When the temperature is increased, the thermal expansion rate of cobalt is much higher than that of diamond. In the high-temperature drilling environment, this uneven thermal expansion will generate huge stress in the diamond layer, and compete with itself, which will eventually lead to cracking or performance degradation of the diamond layer-we call this “thermal damage” in the jargon “.
So how to solve this problem of thermal damage? At present, the most effective progress in PDC cutting technology is deep leaching (Deep Leaching). The previous standard practice was to wash the cobalt catalyst on the most surface of the diamond layer. However, the current deep leaching technology is more thorough, it can remove the metal binder in a range quite deep below the working surface. The benefits are immediate:
This process can ensure that the cutting edge of the cutting tooth is more durable, especially in geothermal or deep well operations, which can effectively maintain the rate of penetration (ROP).
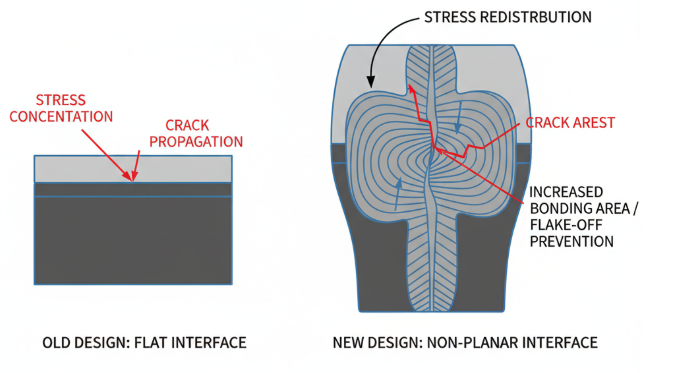
Well, leaching technology solves the problem of thermal stability. Let’s look at mechanical bonding again. Light wear resistance is not resistant to building, is also useless. The diamond layer and the tungsten carbide substrate below are not firmly combined, which directly determines the impact toughness of the cutting teeth. In this area, the emergence of non-planar interface design (Non-Planar Interface) can be said to be a revolutionary progress. Instead of the flat contact surface of the past, the current technology has come up with a variety of complex, non-planar geometric shapes:
Having said the interface, let’s talk about the diamond layer itself. Its durability depends essentially on the degree of tightness between the diamond and the diamond. Standard PDC cutters typically rely on uniformly sized diamond particles, which leave voids between the particles, filled with binder material. Current PDC cutter technology uses a multi-modal diamond distribution (Multi-Modal Diamond Distributions). This technique is to mix diamond particles of various sizes, such as coarse, medium and fine, together before sintering.
Meet the Demands of High lmpact, High-Wear Oil-Drilling Operations. Delivering Longer Lifespan and Less Downtime De signed for. Efficient and Durable Oil Drilling Applications with PDC Cutters.
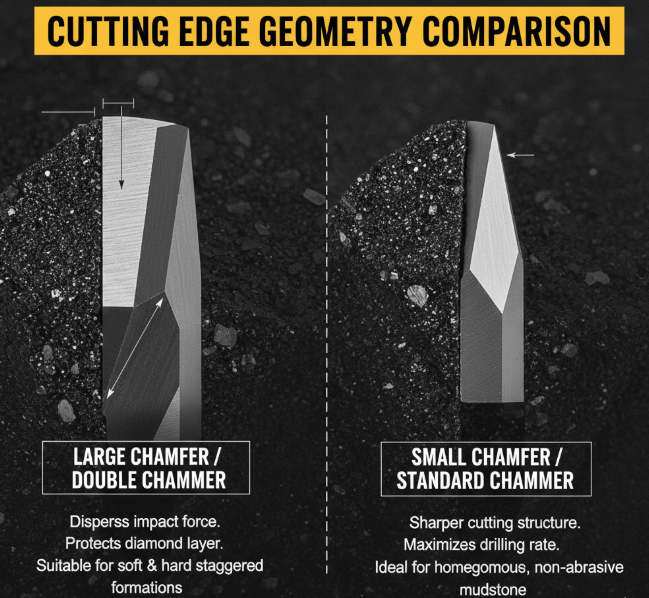
Success depends entirely on the engineering application-specifically, the precise matching of the cutting tooth grade to the formation lithology.
The geometry of the cutting edge, especially the chamfer, plays a decisive role in the performance:
Author: Frank
“With over a decade of experience in downhole tool engineering, I specialize in drill bit optimization and PDC material science. My focus is on helping operators reduce Cost Per Foot (CPF) by matching advanced cutter technologies—specifically deep leaching processes and multi-modal designs—to complex lithologies for superior drilling performance.”