product search
search

PDC tool leaching is a chemical process that selectively removes the cobalt catalyst from the microstructure of the PDC (polycrystalline diamond compact) diamond layer. The process is specifically designed to address two key deficiencies of standard PDC cutters when encountering hard, highly abrasive formations: thermal failure and wear. Specifically, when the drill bit rotates at high speed and rubs against hard rock to generate high temperatures, the cobalt in the standard tool (whose thermal expansion coefficient is much higher than that of diamond) will generate huge internal stress. This stress can break the key bonds between the diamond crystals and catalyze the conversion of diamond to softer graphite, leading to rapid tool wear and catastrophic failure. The leaching technology significantly improves the “thermal stability” and “wear resistance” of the tool by removing this unstable cobalt. This allows the drill bit to remain sharp longer under the same harsh conditions, resulting in longer drilling operations, higher rate of penetration (ROP), and ultimately lower overall drilling costs.
The drill bit cuts hard rock at high speed, and the heat generated by friction is quite amazing. It is common for the temperature of the cutting edge to soar above 750°C. At this time, the cobalt problem was exposed.

to put it bluntly, cobalt is much more “thermal expansion and contraction” than diamond. At high temperatures, it expands desperately, but the diamond crystals around it don’t move much. As you can imagine, two materials are bound together, one expands hard and the other does not expand much, and the result must be huge stress inside. This stress is enough to cause the generation and expansion of micro-cracks. Finally, the blade either collapses or wastes.
What’s more, cobalt is not honest at high temperatures. Above a certain temperature threshold, it will in turn “counter” diamond, catalyzing it to change back to a more stable structure, but the hardness of the far different graphite. Once the diamond becomes graphite, what else can it cut? The hardness and strength of the cutting edge decreases linearly, and it wears rapidly in the continuous friction with the formation, and soon loses its cutting ability.
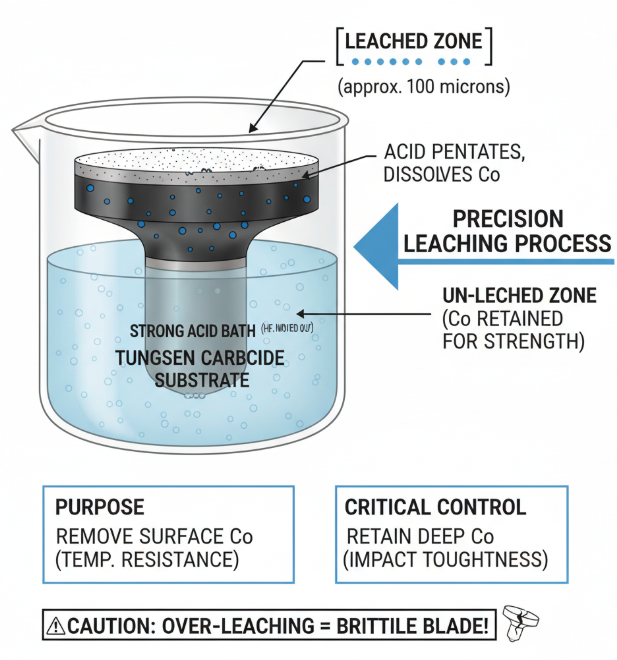
The specific operation is to put the PDC blade in a strong acid “bath”, such as hydrofluoric acid, nitric acid or sulfuric acid. Acid will penetrate into the gaps between the diamond crystals, with the metal cobalt chemical reaction, it dissolved, that is, “leaching” out.
The key to this process is two words-“precision”. Leaching is not about cleaning up all the cobalt in the blade. If it is completely cleared, the impact toughness of the entire PDC composite sheet will be lost, and the 1 will break when touched. So, the work has to be done very carefully. Usually, the leaching treatment is only for the outermost layer of the blade that is directly in contact with the rock, and the leaching depth is very strictly controlled, generally about 100 microns. The advantage of this is that it can not only remove the cobalt on the cutting edge, which is most susceptible to high temperature, but also retain the cobalt deep in the diamond layer and near the tungsten carbide substrate. The deep layer of cobalt is essential to maintain the structural strength and impact resistance of the entire blade, which cannot be moved.
Through this precise “surgery”, the cobalt catalyst near the cutting edge is removed, and the performance of the PDC blade immediately takes a step.
Without cobalt, the “troubling molecule”, the maximum working temperature of PDC blades has been directly increased from about 750°C to 1200°C. This means that at extreme high temperatures, the blade can also maintain its structural integrity and hardness, effectively resist internal stress damage caused by thermal expansion mismatch, and also prevent the occurrence of high temperature graphitization.
because the connection between the diamond structure at high temperature to maintain a stable, leached PDC blade cutting edge, in the strong abrasive formation can “carry” for a longer time. The sharpness of the blade is maintained, ensuring continuous and efficient rock breaking ability.
Meet the Demands of High lmpact, High-Wear Oil-Drilling Operations. Delivering Longer Lifespan and Less Downtime De signed for. Efficient and Durable Oil Drilling Applications with PDC Cutters.
The improvement of thermal stability and wear resistance has brought real economic benefits to our on-site drilling operations.
The longer blade life means that the 1 bit can drill farther. This directly reduces the number of trips that need to be made because the drill bit is worn out. We all know that the process itself is time-consuming and expensive.
Since the blade can withstand more severe working conditions, the operation can be bolder, giving greater weight on bit and higher speed, the entire drilling process can be accelerated and the completion cycle can be shortened.

Fewer bit changes and faster drilling speeds directly save valuable rig time, labor, and other operating costs, ultimately significantly reducing the total cost of drilling for the entire project.
Author:Cody
As a seasoned field engineer, I understand that far-reaching technologies like PDC tool immersion cannot be fully explained simply by relying on obscure technical documentation. I aim to provide clear, easy-to-understand, and practical process flow explanations. I am passionate about demonstrating how small changes—such as cobalt removal—can lead to macroscopic performance improvements, helping you push your limits and increase operational efficiency.