recherche de produits
recherche

Le processus de fabrication des mèches PDC comprend : la conception et la simulation, le traitement de la matrice (usinage du corps en acier ou infiltration de poudre de plaquette imprégnée), le fraisage de la gorge de la dent, le brasage de la dent coupante et, enfin, le contrôle de la qualité avant la livraison.
Pour les mèches en acier, l'essentiel est de "graver" l'acier fortement allié à l'aide de machines-outils CNC à plusieurs axes afin de s'assurer que la structure est suffisamment solide. Le foret à plaquettes imprégnées est fritté dans un four à haute température avec de la poudre de carbure de tungstène et un liant métallique, ce qui permet d'obtenir une super résistance à l'érosion. Cependant, dans l'ensemble du processus, le maillon le plus critique pour déterminer la durée de vie du foret et empêcher la chute de la dent est sans aucun doute le brasage. Cette étape est extrêmement exigeante en termes de contrôle de la température (nous utilisons généralement le chauffage par induction), d'applications de soudure à base d'argent et d'environnements sans poussière. Ce n'est qu'ainsi que nous pouvons nous assurer que les joints de brasure peuvent résister à l'impact et au stress thermique du sous-sol.
Tout commence par la phase de conception et de simulation, qui est en fait le plan d'une foreuse très performante. Les ingénieurs utilisent des logiciels de CAO avancés pour construire un modèle géométrique du trépan. Le plus important est de simuler sur ordinateur l'état de fonctionnement du trépan dans le puits. Grâce à la simulation, les fabricants peuvent optimiser les canaux d'écoulement hydraulique afin de garantir l'efficacité du refroidissement et de l'élimination des débris. La disposition précise des dents de coupe est également calculée au cours de cette étape, afin d'équilibrer la charge sur l'ensemble de la surface de travail du trépan. Cette "séquence de conception précise" permet de s'assurer que les processus de fabrication physique ultérieurs sont basés sur une conception éprouvée, capable d'atteindre la plus grande efficacité.
Une fois la conception finalisée, elle entre dans le processus de fabrication de la carcasse. Selon qu'il s'agit d'un foret en acier ou d'un foret à plaquettes imprégnées, le processus se divise en deux voies totalement différentes.
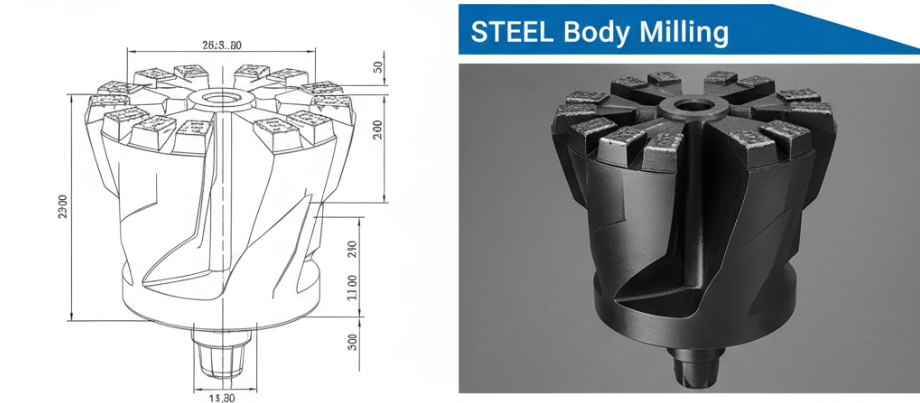
La fabrication de trépans en acier repose en grande partie sur la fabrication soustractive. La matière première est un bloc d'acier fortement allié. L'ensemble du processus consiste à utiliser un centre d'usinage CNC multi-axes pour fraiser la géométrie complexe de la lame et les canaux de fluides directement à partir du bloc d'acier. Le choix d'un acier fortement allié a été soigneusement étudié pour assurer la ductilité et l'intégrité structurelle nécessaires afin que le trépan ne se brise pas de manière catastrophique lorsqu'il est soumis à un couple élevé et à des charges d'impact.
Les forets imprégnés sont quant à eux fabriqués par un processus de moulage appelé "infiltration de poudre matricielle". Pour ce faire, il faut d'abord fabriquer un moule pour le modèle de foret, puis le remplir de poudre de carbure de tungstène. Ensuite, un liant métallique est introduit et l'ensemble du moule est placé dans un four à haute température. À des températures extrêmement élevées, le liant fond et pénètre dans la poudre de carbure, les fusionnant ainsi.
Ce processus produit un matériau composite qui offre une excellente résistance à l'érosion. À mon avis, les trépans imprégnés sont idéaux pour les formations abrasives où l'érosion par les fluides est un problème majeur.
Que la carcasse soit un corps en acier usiné ou un insert imprégné de poudre, l'étape suivante est le fraisage de la rainure de la dent. Bien que la forme générale de la lame ait été formée à l'étape précédente, l'emboîtement spécifique utilisé pour placer la dent de coupe en PDC (c'est-à-dire la rainure de la dent) exige une très grande précision. À ce stade, l'équipement d'usinage traite ces fentes de dents selon les tolérances exactes requises par les dessins de conception. L'état de surface et la précision dimensionnelle de la denture sont critiques. Si l'une des fentes est mal usinée, les dents de coupe ne seront pas correctement placées, ce qui compromettra directement la résistance structurelle du produit final. Ce lien peut être considéré comme un pont entre l'usinage grossier de la carcasse et l'installation des dents de coupe de la clé.

La quatrième étape, le brasage des dents de coupe, est le facteur le plus critique pour déterminer la durée de vie du trépan, en particulier en ce qui concerne le problème de la prévention de la chute des dents. Ce processus consiste à souder les dents de coupe en diamant compact polycristallin (PDC) dans la rainure de la dent fraisée. Afin d'obtenir une force d'adhérence capable de résister à l'environnement difficile du forage, nous devons utiliser un contrôle précis de la température, généralement par chauffage par induction. Cette méthode permet d'obtenir un chauffage local, tout en faisant fondre la soudure à base d'argent, sans endommager la couche de diamant de la dent de coupe en raison d'une surchauffe. En outre, l'ensemble du processus doit être réalisé dans des conditions strictes d'absence de poussière dans l'atelier. Toute contamination de la surface de brasage, telle que l'huile, la poussière ou les oxydes, affaiblit la résistance de la soudure. D'après mon expérience, en maintenant un environnement pur et en contrôlant précisément l'apport de chaleur, les fabricants peuvent s'assurer que la soudure est suffisamment solide pour résister aux chocs et aux contraintes thermiques en fond de puits, ce qui permet d'éviter des échecs coûteux dus à la perte de dents en fond de puits.
Enfin, avant que le trépan ne quitte l'usine, l'inspecteur de la qualité procède à une inspection complète pour s'assurer qu'il répond à toutes les spécifications de conception. Il s'agit notamment de vérifier le calibre du trépan, de contrôler l'intégrité des points de brasage et de s'assurer que toutes les buses hydrauliques ne sont pas obstruées. L'équipe de contrôle qualité vérifiera que le corps en acier ou le corps imprégné ne présente aucun défaut et que les dents de coupe ne sont pas endommagées par la chaleur du brasage. Ce n'est qu'après avoir passé ces inspections rigoureuses que le trépan PDC sera autorisé à être expédié, démontrant ainsi qu'il est prêt à fournir les performances promises lors de la phase de conception initiale.

AuteurAiden
Avec plus d'une décennie d'expérience dans l'industrie du forage, je suis spécialisé dans l'ingénierie et la production d'outils PDC de haute performance. Mon expertise est centrée sur l'optimisation de la Processus de fabrication des mèches PDCJe suis un expert dans le domaine du forage, de la simulation de conception exclusive à la métallurgie critique du brasage de la fraise. Je me consacre au partage des connaissances techniques qui aident les professionnels du forage à comprendre la précision qui se cache derrière chaque pied foré.
Ceci fermera dans 0 secondes