поиск товаров
поиск

Современные технологии производства композитных листов PDC (PDC Cutter) уже давно прошли этап простой твердости материала. Теперь в центре внимания находится вопрос о том, как сбалансировать тонкую взаимосвязь между термической стабильностью, ударной вязкостью и износостойкостью.
Согласно нескольким проектам, за которыми я слежу в последнее время, последние технологические прорывы, в частности глубокое выщелачивание, непланарная (3D) геометрия и оптимизированный инжиниринг интерфейсов, являются ключом к решению проблемы преждевременного разрушения компактов. Логика этих технологий понятна: либо удалить кобальт из алмазного слоя в качестве термического катализатора, либо изменить механику резки, перейдя от простого "срезания" породы к ее "дроблению".
Это сочетание дало немедленный эффект: значительно сократилось непроизводительное время (NPT), увеличился срок службы долота в переходной зоне (Transition Zones), а также повысилась скорость проходки (ROP) в твердых и абразивных породах.
Основной проблемой технологии производства композитов PDC, или самой сложной проблемой при изготовлении изделий, всегда был классический компромисс: зубья с высокой твердостью склонны к хрупкому разрушению (Chipping), в то время как зубья с хорошей прочностью не являются износостойкими. Как современные технологии выходят из этого тупика и решают практические задачи на местах?
Ниже приводится разборка 3 измерения:
Когда вы бурите абразивный песчаник или твердый известняк, тепло, выделяемое при трении, просто феноменально (часто более 700°C). В старом поколении компактов кобальтовый катализатор, используемый в процессе производства, расширяется быстрее, чем алмаз, в результате чего алмазный слой "выпирает" изнутри. Это типичная "термическая деградация".
Решение: Технология глубокого удаления кобальта (глубокое выщелачивание).
Ценность для вас: Современные производители удаляют кобальтовый катализатор с рабочей поверхности композитного листа (часто на глубину в несколько сотен микрон). Это позволяет создать на поверхности термостабильный слой, который может выдерживать более высокие температуры без образования микротрещин.
Результаты работы в полевых условиях: Даже в высокоабразивных пластах вы можете увеличивать скорость (число оборотов), не опасаясь, что калибровочные фрезы сгорят, обеспечивая тем самым ROP на протяжении всего каротажа.

Бурение через "жесткие колонны" или стратиграфическую переходную зону часто является "призрачными воротами" для долота PDC". Внезапные ударные нагрузки могут вызвать "скол" или большой скол поверхности композитного листа.
Решение: Неплоская (профилированная) геометрия.
Ценность для вас: Не смотрите больше на традиционные плоские зубцы с гребешком, нынешняя технологическая тенденция - это гребневые, топорные или конические зубцы. Эти формы выполняют две основные задачи:
Точечная нагрузка (Point Loading): Концентрация силы на меньшей площади фактически "вспахивает" или даже "дробит" породу, а не просто скребет.
Распределение напряжений: Уникальная форма позволяет отвести силу удара от наиболее уязвимых участков режущей кромки.
Результаты эксплуатации: В твердых карбонатных породах мгновенная скорость подъема пласта может быть повышена на 20-30%, при этом снижается вибрация при проскальзывании (Stick-slip), что косвенно защищает КНБК (компоновку забоя скважины).
Я также сталкивался с подобной ситуацией: композитный лист выглядит хорошо после извлечения из буровой, но при следующем спуске в скважину он необъяснимо ломается. Это часто объясняется плохим управлением остаточными напряжениями в процессе производства.
Современные композитные листы высокого класса оснащаются разработанными "фасками" (Chamfers) " для конкретных литологий. Будь то двойная или переменная фаска, она может значительно повысить способность композитного листа противостоять первоначальному удару, когда он только касается дна (Tagging bottom).
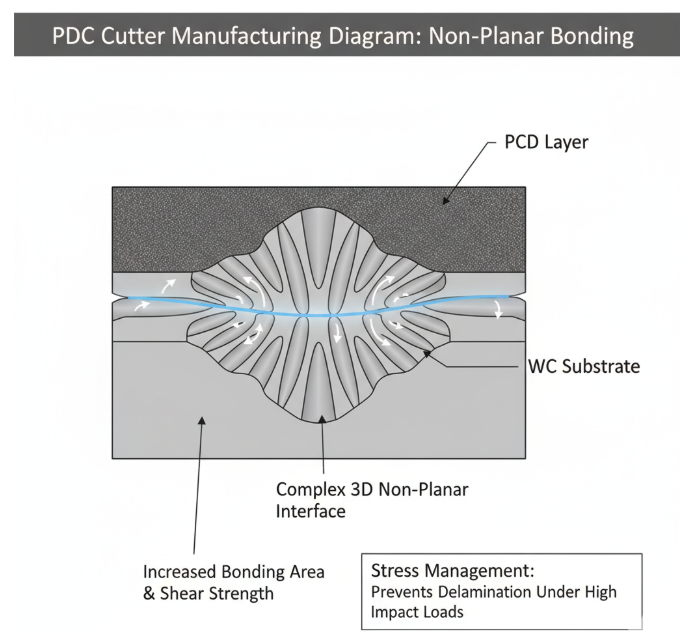
Ахиллесовой пятой многих PDC-компактов является граница раздела между слоем поликристаллического алмаза (PCD) и подложкой из карбида вольфрама (WC).
Неплоские интерфейсы: Нас больше не устраивают плоские слои склеивания, и сейчас популярны сложные 3D-интерфейсы (например, круговые, волнистые или спицеобразные).
Технические преимущества: Такая конструкция увеличивает площадь склеивания и повышает прочность соединения на сдвиг. Что еще более важно, они могут перераспределять переходные растягивающие напряжения, возникающие при охлаждении после спекания. Управление этими остаточными напряжениями позволяет предотвратить расслоение (Delamination) при высоких ударных нагрузках.
В компактах последнего поколения используется мультимодальное распределение зерен. Проще говоря, это смешивание мелких, средних и крупных алмазных частиц вместе, чтобы максимизировать насыпную плотность (объем алмаза).
Мелкие частицы: Обеспечивают чрезвычайно острые режущие кромки и высокую износостойкость.
Крупные частицы: действуют как "ограничители трещин", предотвращая распространение микротрещин в алмазном слое.
Результаты: Этот композитный материал не только достиг чрезвычайно высокой твердости (HV > 1601), но и сохранил достаточную вязкость разрушения (KIC), чтобы противостоять различным воздействиям на скважине.

Ключом к снижению стоимости фута является "правильное лекарство".
Для длинных, абразивных пластов: предпочтение отдается износостойким компактам, прошедшим глубокую декобализацию и полированную обработку поверхности для снижения теплоты трения.
Для межпластовых и твердых образований: предпочтение отдается ударопрочным зубьям специальной формы (ось/конус), а также цельной конструкции с двойной фаской.
Об авторе: Алекс
Старший инженер по применению в полевых условиях и технический менеджер по продукции
Более 9 лет работы в нефтегазовом секторе бурения позволяют мне преодолевать разрыв между материаловедением и реальностью на буровой. Начав свою карьеру на буровой в качестве супервайзера, я затем перешел в отдел исследований и разработок ведущего мирового производителя долот.
Я специализируюсь на анализе отказов резцов PDC, оптимизации выбора долот и подборе технологий для конкретного применения. Я помог операторам по всему миру снизить затраты на бурение за счет внедрения передовых технологий, таких как глубокое выщелачивание и непланарная геометрия. Моя работа направлена на то, чтобы перевести сложные инженерные концепции в действенные стратегии, позволяющие бурить быстрее и дольше.