recherche de produits
recherche

En particulier dans les environnements d'exploitation où le coût journalier est prohibitif, la réponse ultime à la réduction du coût par pied de forage n'est pas aussi simple qu'un trépan "durable". La solution optimale consiste souvent à intégrer des dents de coupe "décobalantes profondes" de haute qualité de 13 mm ou 16 mm avec un angle d'inclinaison arrière spécifique (généralement de 15 à 20 degrés). Cette combinaison offre une résistance à l'impact suffisante pour maintenir la couche intermédiaire, tout en conservant une arête de cisaillement tranchante pour garantir que le ROP est une belle ligne droite.
La première étape de l'optimisation des fraises PDC est en fait l'ingénierie au niveau microéconomique. Les fraises PDC et la formation de "main à main" sont principalement soumises à deux modes de défaillance : l'usure et la dégradation thermique.
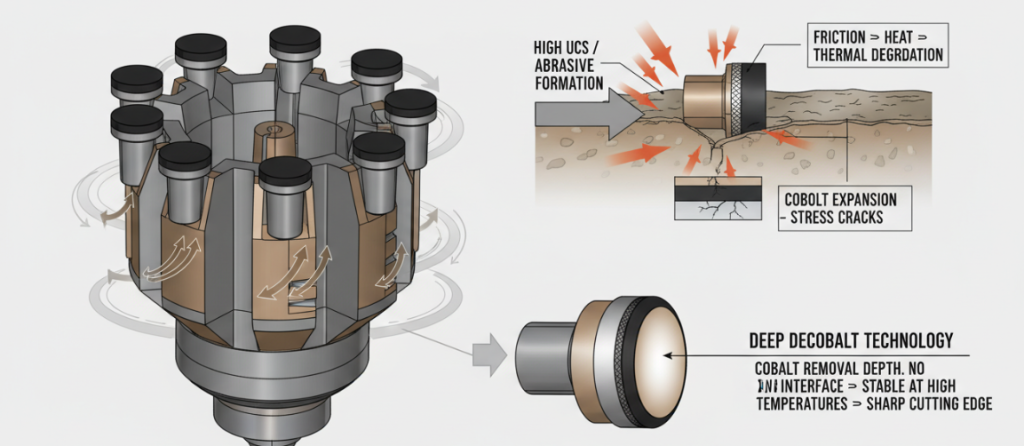
Les ingénieurs doivent analyser soigneusement la résistance à la compression uniaxiale (UCS) de la formation. Dans les formations à forte résistance à la compression uniaxiale ou à forte abrasion, les dents de coupe standard se brisent neuf fois sur dix en raison d'une "dégradation thermique". Le principe est simple : la friction produit de la chaleur, ce qui fait que le catalyseur de cobalt fritté entre les cristaux de diamant se dilate à une vitesse différente de celle du diamant. Le résultat est que cette expansion différentielle crée des fissures de stress à l'intérieur.
Pour résoudre ce problème, je suggère de choisir la bonne "profondeur d'élimination du cobalt". La technologie de décobalt en profondeur a permis d'éliminer le catalyseur de cobalt de la surface de travail de la couche de diamant. Sans le catalyseur sur l'interface, les dents de coupe peuvent être stabilisées à des températures élevées, même dans le grès de meulage, ce qui peut maintenir le tranchant pendant un certain temps.
En outre, le choix de la taille du diamant est en fait un compromis : les grains fins ont généralement une meilleure résistance à l'usure, tandis que les gros grains peuvent fournir la résistance à l'impact nécessaire pour traiter les formations fracturées. Le choix dépend de la face de la strate.
Une fois la technologie de la dent de coupe achevée, l'étape suivante consiste à examiner la macro-géométrie, en particulier le nombre de lames et la forme de la couronne, qui doivent être conformes à l'objectif du forage et à la capacité de l'engin de forage.
Le troisième pilier de l'optimisation des performances est la dynamique des fluides autour du trépan PDC. Trop de trépans à forte agressivité mécanique, parce que le nettoyage du fond du trou n'a pas été bien fait, ont finalement été mis au rebut. Cela dépend principalement de la puissance par pouce carré d'eau (HSI).
Dans ce schiste réactif, l'absence de paramètres hydrauliques entraîne directement la formation de "sacs de boue" - la pâte de débris de forage à la surface du trépan, et les dents de coupe ne peuvent pas du tout toucher la nouvelle roche. Pour éviter cela, la disposition des buses doit être réglée avec précision. Nous voulons diriger le fluide sur la surface des dents de coupe (plutôt que de rincer bêtement le fond du trou) pour assurer un nettoyage actif. En optimisant la surface d'écoulement totale (TFA) pour atteindre l'IHV cible, il est possible de générer une vitesse de fluide suffisante pour entraîner instantanément les débris de coupe. Cela empêche les débris d'être "réaffûtés" et garantit que chaque minute d'énergie mécanique est utilisée pour forer de nouvelles formations, plutôt que d'y broyer de la poudre de pierre.
Répondre aux exigences des opérations de forage pétrolier à fort impact et à forte usure. Une durée de vie plus longue et moins de temps d'arrêt. Des applications de forage pétrolier efficaces et durables grâce aux fraises PDC.
| Type de formation (NGC) | Caractéristiques de la roche cible | Nombre de lames optimisé | Stratégie de coupe (niveau 1) | Angle d'inclinaison arrière | Objectif principal d'optimisation |
| Souple / Plastique (faible UCS) | Sables non consolidés, schistes tendres | 3 - 4 Lames | Couteaux standard de 19 mm ; exposition élevée | Faible (<15°) | ROP agressif : maximisation de la profondeur de coupe (DOC) et du volume de la fente. |
| Moyen / Dur (UCS moyen à élevé) | Calcaire, schiste dur, grès | 5 - 6 Lames | Couteaux Premium de 13 mm ou 16 mm | Standard | Stabilité : Équilibrer le couple sur l'embout (TOB) et réduire le glissement de l'embout. |
| Enchevêtré / Abrasif (NGC variable) | Stricteurs durs, schistes réactifs | 5+ Lames | Table de diamants blanchis ; granulométrie fine | 15° - 20° | Durabilité : Prévention de la dégradation thermique et des dommages dus aux chocs tout en maintenant le cisaillement. |
Dans les environnements de forage complexes où le temps de déclenchement est coûteux, les règles de sélection courantes doivent être modifiées.
La clé de la réduction du coût par pied dans les formations interstratifiées tendres et dures (la dureté de la roche change très rapidement) est la géométrie spéciale des dents de coupe. Des dents de 13 ou 16 mm en cobalt profond de haute qualité permettent d'augmenter le volume de diamant et d'améliorer la durée de vie.
Mais je pense que l'angle de chasse est la variable d'ajustement décisive. L'angle de chasse standard peut être trop agressif dans la zone de transition, il est facile d'émietter les dents lorsqu'elles heurtent une couche intermédiaire dure. En adoptant un angle de chasse arrière de 15 à 20 degrés, le trépan PDC est parvenu à un compromis : il est à la fois suffisamment agressif pour cisailler efficacement le schiste et suffisamment "émoussé" pour absorber l'impact lorsqu'il pénètre dans la couche intermédiaire dure, évitant ainsi une défaillance catastrophique des dents de coupe. Ce réglage géométrique fin préserve la stabilité de la vitesse de rotation de l'ensemble du forage et évite de gaspiller beaucoup de budget en devant ramasser et changer de trépan.
Author: Andrew Thorne
Je suis ingénieur foreur principal, spécialisé dans l'optimisation de l'assemblage du fond de trou (BHA). Avec plus de 15 ans d'expérience dans le domaine, je me concentre sur la réduction du coût par pied en alignant scientifiquement la technologie des fraises PDC et les paramètres hydrauliques avec la mécanique complexe des roches.