búsqueda de productos
busque en

Para resolver la disyuntiva entre estabilidad térmica y tenacidad al impacto, la tecnología de herramientas de PDC incluye principalmente la tecnología de lixiviación profunda de la herramienta, el diseño de la interfaz y la distribución del diamante. En el proceso de fabricación, la tecnología de lixiviación profunda se utiliza para eliminar el catalizador de cobalto (para evitar la degradación térmica), el diseño de interfaz no plana se utiliza para optimizar la distribución de la tensión residual (para evitar la delaminación), y la distribución de diamante multimodo se utiliza para mejorar la densidad aparente.
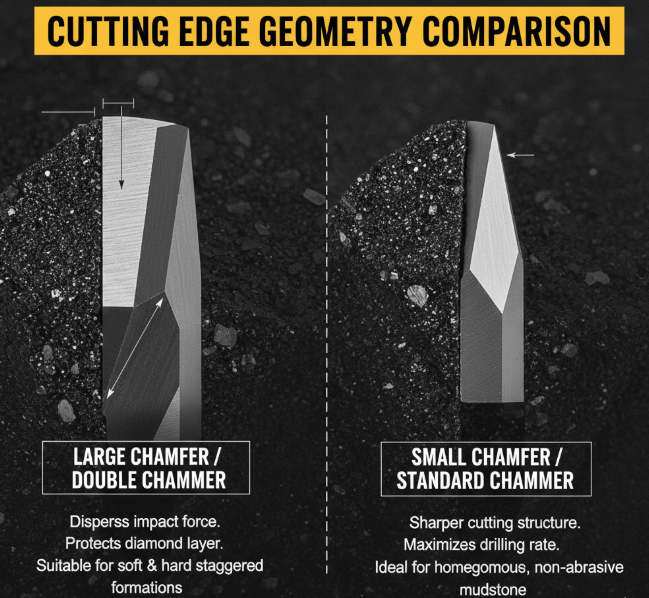
Elegir la tecnología PDC adecuada no consiste en encontrar el material más duro, sino en elegir un grado de herramienta específico basado en la litología concreta, determinada por la geometría del chaflán y la profundidad de lixiviación, reduciendo así el número de arranques y reduciendo significativamente el coste por pie.
Si se quiere entender la actual tecnología de corte PDC, hay que empezar por un problema que sale de las entrañas de su madre: el diamante policristalino compacto (PDC) tiene un conflicto inherente en su fabricación. Durante mucho tiempo, si se quería mejorar la resistencia al desgaste (es decir, la dureza) de los dientes de corte, a menudo había que sacrificar su tenacidad al impacto (es decir, la capacidad de resistir el impacto).
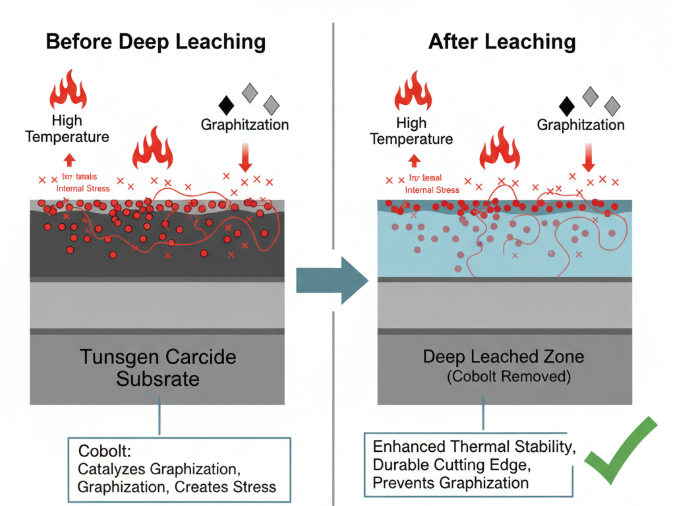
El "culpable" de esto es en realidad el aglutinante de cobalto (Cobalt) utilizado en el proceso de sinterización a alta temperatura y alta presión (HPHT). El cobalto es esencial para unir los cristales de diamante, pero en el pozo se convierte en un problema. Al aumentar la temperatura, el índice de dilatación térmica del cobalto es mucho mayor que el del diamante. En el entorno de perforación a alta temperatura, esta expansión térmica desigual generará enormes tensiones en la capa de diamante, y competirá consigo misma, lo que acabará provocando grietas o la degradación del rendimiento de la capa de diamante; en la jerga llamamos a esto "daño térmico" ".
Entonces, ¿cómo resolver este problema del daño térmico? En la actualidad, el avance más eficaz en la tecnología de corte PDC es la lixiviación profunda (Deep Leaching). La práctica estándar anterior consistía en lavar el catalizador de cobalto en la mayor parte de la superficie de la capa de diamante. Sin embargo, la actual tecnología de lixiviación profunda es más exhaustiva, puede eliminar el aglutinante metálico en un rango bastante profundo por debajo de la superficie de trabajo. Los beneficios son inmediatos:
Este proceso puede garantizar que el filo del diente de corte sea más duradero, especialmente en operaciones geotérmicas o de pozos profundos, lo que puede mantener eficazmente la velocidad de penetración (ROP).
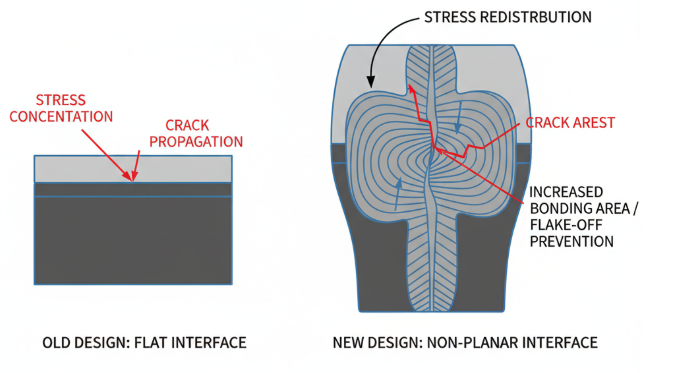
Pues bien, la tecnología de lixiviación resuelve el problema de la estabilidad térmica. Volvamos a la unión mecánica. La resistencia al desgaste ligero no es resistente a la construcción, también es inútil. La capa de diamante y el sustrato de carburo de tungsteno inferior no se combinan firmemente, lo que determina directamente la tenacidad al impacto de los dientes de corte. En este ámbito, puede decirse que la aparición del diseño de interfaz no plana (Non-Planar Interface) es un avance revolucionario. En lugar de la superficie de contacto plana del pasado, la tecnología actual ha dado lugar a una variedad de formas geométricas complejas no planas:
Dicho lo de la interfaz, hablemos de la capa de diamante propiamente dicha. Su durabilidad depende esencialmente del grado de estanqueidad entre diamante y diamante. Los cortadores PDC estándar suelen basarse en partículas de diamante de tamaño uniforme, que dejan huecos entre las partículas, rellenos de material aglutinante. La tecnología actual de cortadores PDC utiliza una distribución de diamante multimodal (Multi-Modal Diamond Distributions). Esta técnica consiste en mezclar partículas de diamante de distintos tamaños, como grueso, medio y fino, antes de la sinterización.
Satisfacen las exigencias de las operaciones de perforación petrolífera de alto impacto y desgaste. Mayor vida útil y menor tiempo de inactividad. Aplicaciones de perforación petrolífera eficientes y duraderas con fresas de PDC.
El éxito depende totalmente de la aplicación de ingeniería, en concreto, de la adecuación precisa del grado del diente de corte a la litología de la formación.
La geometría del filo de corte, especialmente el chaflán, desempeña un papel decisivo en el rendimiento:
Autor: Frank
"Con más de una década de experiencia en ingeniería de herramientas de fondo de pozo, estoy especializado en optimización de brocas y ciencia de materiales PDC. Me centro en ayudar a los operadores a reducir el coste por pie (CPF) adaptando tecnologías avanzadas de cortadores -específicamente procesos de lixiviación profunda y diseños multimodales- a litologías complejas para obtener un rendimiento de perforación superior."