búsqueda de productos
busque en

La tecnología actual de hojas compuestas de PDC (cortador de PDC) hace tiempo que superó la etapa de la simple dureza del material. Ahora se trata de equilibrar la sutil relación entre estabilidad térmica, tenacidad al impacto y resistencia al desgaste.
Según varios proyectos que he estado siguiendo recientemente, los últimos avances tecnológicos -en particular, la lixiviación profunda, las geometrías no planas (3D) y la ingeniería de interfaz optimizada- son la clave para solucionar el fallo prematuro de los compactos. La lógica subyacente de estas técnicas es clara: o bien eliminar el cobalto de la capa de diamante como catalizador térmico, o bien cambiar la mecánica de corte, pasando de simplemente "cizallar" la roca a "triturar" la roca.
Esta combinación ha tenido un efecto inmediato: se ha reducido significativamente el tiempo no productivo (TNP), se ha prolongado la vida útil de la broca en la zona de transición (Zonas de Transición) y también se ha mejorado la velocidad de penetración (ROP) en formaciones duras y abrasivas.
El reto central de la tecnología de compuestos PDC, o el problema más problemático cuando fabricamos productos, ha sido siempre el clásico Trade-off (compensación): los dientes con gran dureza son propensos al colapso por fragilidad (Chipping), mientras que los dientes con buena tenacidad no son resistentes al desgaste. ¿Cómo rompe la tecnología moderna este callejón sin salida y resuelve los problemas prácticos sobre el terreno?
A continuación se presenta el desmontaje de la 3ª dimensión:
Cuando se perfora arenisca abrasiva o caliza dura, el calor generado por la fricción es fenomenal (a menudo más de 700°C). En la antigua generación de compactos, el catalizador de cobalto utilizado en el proceso de fabricación se expande más rápidamente que el diamante, con el resultado de que la capa de diamante se "apuntala" desde el interior. Se trata de una "degradación térmica" típica.
Solución: Tecnología de eliminación profunda del cobalto (lixiviación profunda).
Valor para usted: Los fabricantes actuales eliminan el catalizador de cobalto de la superficie de trabajo de la lámina compuesta (a menudo hasta una profundidad de varios cientos de micras). Esto crea una capa termoestable en la superficie que puede soportar temperaturas más altas sin microfisuras.
Resultados de campo: Incluso en formaciones altamente abrasivas, se puede empujar la velocidad (RPM) más alta sin preocuparse de que los Gauge Cutters se quemen, asegurando así la ROP en todo el metraje.

La perforación a través de los "hard Stringers" o zona de transición estratigráfica es a menudo la "puerta fantasma" de la broca PDC ". Las cargas de impacto repentinas pueden causar " Spalling " o gran astillado de la superficie de la lámina compuesta.
Solución: Geometría no plana (perfilada).
Valor para usted: Ya no se quede mirando los tradicionales dientes festoneados de cabeza plana, la tendencia tecnológica actual son los dientes en forma de cresta, hacha o cónicos. Estas formas hacen dos cosas principales:
Carga puntual (Point Loading): Concentrar la fuerza en un área más pequeña es en realidad "arar" o incluso "destrozar" la roca, no sólo raspar.
Distribución de la tensión: La forma única puede alejar la fuerza del impacto de las partes más vulnerables del filo de corte.
Resultados de campo: En formaciones carbonatadas duras, la ROP instantánea puede mejorarse en 20-30%, a la vez que se reduce la vibración stick-slip (deslizamiento por adherencia), lo que protege indirectamente su BHA (conjunto de fondo de pozo).
También me he encontrado con este tipo de situaciones: la plancha de material compuesto tiene buen aspecto después de sacarla de la perforadora, pero se rompe inexplicablemente la siguiente vez que entra en el pozo. Esto suele atribuirse a una mala gestión de las tensiones residuales en el proceso de fabricación.
Las chapas compuestas modernas de gama alta están equipadas con chaflanes " diseñados para litologías específicas. Ya se trate de un diseño de doble chaflán o de chaflán variable, puede mejorar significativamente la capacidad de la lámina de material compuesto para resistir el impacto inicial cuando apenas toca el fondo (Tagging bottom).
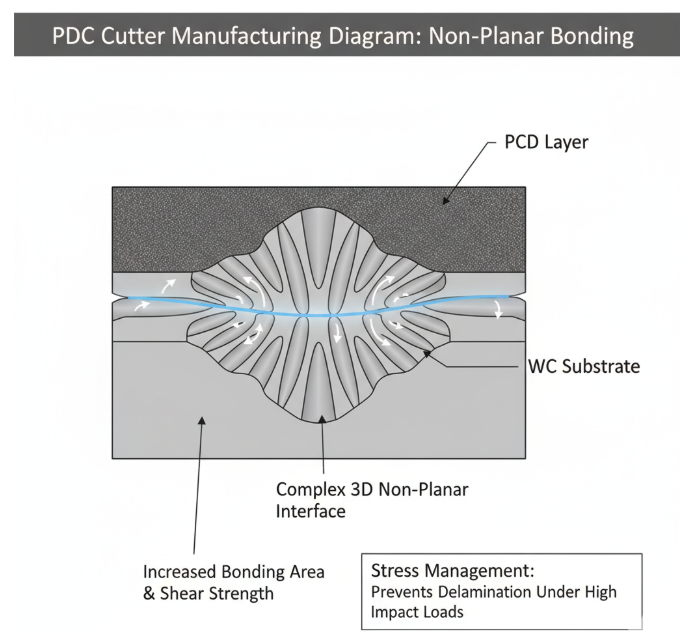
El talón de Aquiles de muchos compactos de PDC es, en realidad, la interfaz entre la capa de diamante policristalino (PCD) y el sustrato de carburo de wolframio (WC).
Interfaces no planas: Ya no nos conformamos con las capas de unión planas, y ahora son populares los diseños de interfaces 3D complejas (como circulares, onduladas o en forma de radios).
Ventajas técnicas: Este diseño aumenta el área de unión y mejora la resistencia al cizallamiento de la conexión. Y lo que es más importante, pueden redistribuir las tensiones de tracción transitorias generadas durante el enfriamiento tras la sinterización. Al gestionar estas tensiones residuales, pueden evitarse los accidentes de delaminación (deslaminación) bajo cargas de impacto elevadas.
La última generación de compactos utiliza una distribución granulométrica multimodal. En pocas palabras, se trata de mezclar las partículas de diamante finas, medias y gruesas para maximizar la densidad aparente (volumen de diamante).
Partículas finas: Proporciona bordes de corte extremadamente afilados y alta resistencia al desgaste.
Partículas gruesas: actúan como "supresores de fisuras" para evitar que se propaguen microfisuras en la capa de diamante.
Resultados: Este material compuesto no sólo alcanzó una dureza extremadamente alta (HV > 1601), sino que también conservó una tenacidad a la fractura (KIC) suficiente para hacer frente a diversos abusos en el fondo del pozo.

La clave para reducir el coste por pie es "la medicina adecuada".
Para formaciones largas y abrasivas: se da preferencia a los compactos resistentes al desgaste que han sido sometidos a una profunda decobalificación y a un tratamiento superficial pulido para reducir el calor de fricción.
Para intercalaciones y formaciones duras: se da preferencia a los dientes de forma especial resistentes a los impactos (eje/cono) y se adapta el diseño de doble chaflán macizo.
Sobre el autor: Alex
Ingeniero superior de aplicaciones de campo y director técnico de producto
Con más de 9 años de experiencia en el sector de la perforación de petróleo y gas, soy un puente entre la ciencia de los materiales y la realidad de las plataformas. Empecé mi carrera en la plataforma como supervisor de perforación y más tarde pasé a I+D para un fabricante de brocas de primer nivel mundial.
Soy especialista en análisis de fallos de cortadores de PDC, optimización de la selección de brocas y adaptación de tecnologías a aplicaciones específicas. He ayudado a operadores de todo el mundo a reducir los costes de perforación mediante la aplicación de tecnologías avanzadas de cortadores, como la lixiviación profunda y las geometrías no planas. Mi objetivo es traducir conceptos complejos de ingeniería en estrategias prácticas para perforar más rápido y durante más tiempo.